Таб. Заготовки профильного сечения и трубы
| Диаметр заготовки, мм | Наружный диаметр, мм | |||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 8/10 |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 5 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 6 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 8 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | |
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | |
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 |
При резке пакета труб используйте удвоенное значение толщины стенки.
Это интересно: Акриловые краски для стен и потолков: особенности выбора
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ НА ЛЕНТОЧНОПИЛЬНОМ ОБОРУДОВАНИИ
| Материал заготовки | Обозначение материала | Скорость резания, м/мин | Охлаждение | ||||
| DIN | ГОСТ | Special | Bi-metall | Эмульсия | Масло | ||
| да | нет | ||||||
| Конструкционные стали | St 35-St 42 | Ст 35-55 | 40-55 | 60-80 | 1:10 | Х | |
| St 50-St 70 | 30-45 | 50-70 | 1:20 | Х | |||
| Упрочняемые стали | C10-C15 | 45-65 | 60-90 | 1:10 | X | ||
| 14NiCr14 | 30-40 | 40-50 | 1:10 | X | |||
| 21 NiCrMo 2 | 30-45 | 45-55 | 1:10 | X | |||
| 16MnCr5 | 30-45 | 50-65 | 1:10 | X | |||
| Азотируемые стали | 34 CrAI 6 | 20-35 | 1:20 | Х | |||
| 34 CrAI Ni 7 | 20-35 | 1:20 | Х | ||||
| Хромистые стали | С 35-С 45 | 35-55 | 55-75 | 1:20 | X | ||
| 41 Cr4 | 40Х | 25-35 | 40-60 | 1:20 | X | ||
| 40Mn4 | 40Г | 35-45 | 50-65 | 1:20 | X | ||
| 42 CrMo 4 | 40 ХМ | 30-40 | 35-50 | 1:20 | Х | ||
| 36 NiCr 6 | 40 ХН | 30-40 | 50-60 | 1:20 | X | ||
| 24NiCr14 | 25-35 | 40-60 | 1:20 | X | |||
| Подшипниковые стали | 100 Cr 6 | 25-35 | 50-65 | 1:30 | X | ||
| 105 Cr4 | ШХ 15 | 25-35 | 50-65 | 1:30 | Х | ||
| 100 CrMo 6 | 20-30 | 40-50 | 1:30 | Х | |||
| Пружинные стали | 65Si7 | 65 Г | 30-40 | -100 | 1:30 | Х | |
| 50 CrV 4 | 50ХФА | 30-40 | 40-60 | 1:30 | Х | ||
| Высокоуглеродистые инструментальные стали | C80W1 | У8А | 25-35 | 40-55 | 1:30 | X | |
| C125W1 | 20-30 | 35-45 | 1:30 | X | |||
| С 105 W 2 | У10А | 25-35 | 40-50 | 1:30 | X | ||
| Легированные | 105 Cr 5 | 30-40 | 50-60 | 1:30 | X | ||
| x210Cr12 | Х12 | 20-35 | X | ||||
| х 40 CrMoV 51 | 4Х5МФС | 20-30 | 30-40 | 1:30 | X | ||
| x210CrW12 | ХВГ | 20-30 | X | ||||
| х 165 CrMoV 12 | ХМ12 | 20-35 | 1:30 | Х | |||
| 56 NiCrMoV 7 | 5ХНМ | 25-3 | 20-40 | 1:30 | Х | ||
| 100 CrMo 5 | 20-30 | 35-45 | 1:30 | Х | |||
| х 32 CrMoV 33 | 20-30 | 30-45 | 1:20 | ||||
| Быстрорежущие стали | S 6-5-2 | Р6М5 | 25-40 | 1:30 | X | ||
| S 6-5-2-5 | Р6М5К5 | 25-40 | 1:30 | X | |||
| S 18-0-1 | Р18 | 25-40 | 1:30 | X | |||
| S 18-1-2-10 | Р18К10 | 25-40 | 1:30 | X | |||
| Клапанные стали | х 45 CrSi 93 | 30-40 | 1:20 | Х | |||
| x45CrNiW189 | 30-40 | 1:20 | Х | ||||
| Высокотемпературные стали | CrNi 2520 | 25-40 | 1:10 | X | |||
| х 20 CrMoV 211 | 25-40 | 1:10 | Х | ||||
| x5NiCrTi2615 | 25-40 | 1:10 | X | ||||
| Теплостойкие стали | х 10 CrAI 7 | 20-30 | 1:10 | X | |||
| x15CrNiSi25/20 | 20-30 | 1:10 | X | ||||
| х 10 CrSi 6 | 20-30 | 1:10 | X | ||||
| Нержавеющие и Окалиностойкие стали | х 5 CrNi 189 | 25-35 | 1:10 | Х | |||
| х 10CrNiMoT1810 | 25-35 | 1:10 | Х | ||||
| х 10 Cr 13 | 12Х13 | 25-35 |
Перечень наиболее известных пил
Мы даем только краткий перечень наиболее часто используемых ленточных пил в зависимости от металла и режимов резания. Фактически производителей довольно много, но большой разницы в технических характеристиках их продукции нет.
| Наименование марки | Краткое описание технических характеристик и сферы использования |
| Пила изготовлена из двух марок стали (биметаллическая). Режущая часть – инструментальная сталь HSS M42, твердость 68 HRc. За счет специального угла разводки зубьев пила не клинит в пропиле при резании тяжелого профилированного проката. Ударопрочная марка стали эффективно гасит сильные динамические нагрузки и поглощает вибрацию, такие свойства увеличивают время пользования режущим инструментом. |
| Сталь для подложки имеет не менее 4% хрома, что придает ей высокую твердость при одновременном сохранении гибкости, зубья из легированной стали с увеличенным до 8% содержанием кобальта. За счет разработки уникального переднего угла режущей кромки зуба появляется возможность разрезать толстостенные трубы на станках маятникового и двухколонного типа. |
| Твердость металла изготовления зубьев ≈ 68 HRc. Пила считается оптимальным режущим инструментом во время обработки цельных заготовок из легированных и высоколегированных сталей. Может устанавливаться на станках двухколонного типа или вертикальных моделях. Передний угол наклона зуба 16°, заточка трехгранная, специальная разводка минимизирует риски заклинивания из-за несвоевременного удаления опилок. |
| Переменная высота зубьев оказывает положительное влияние на процесс резания твердых марок сталей. Передний рабочий зуб имеет наклон 10°, зубья с трех сторон обработаны эльбором – в разы увеличивается износостойкость поверхности. Загребенная разводка позволяет уменьшать нагрузку на основания зубьев и увеличивает гарантированные часы эксплуатации. |
| Для режущей кромки пилы использована сталь HSS M51, увеличенное процентное содержание вольфрама (до 10%) повышает жаропрочность. Сталь отлично противостоит термическому и абразивному износу, не меняет своих первоначальных свойств при длительном воздействии повышенных температур. Ресурс полотна возрастает, разрешается резание заготовок с большим поперечным сечением. |
| Биметаллическая пила, основание изготовлено из стали с содержанием хрома не менее 4%, для режущих зубьев применяется быстрорежущая сталь марки HSS М51/ материал №. 1.3207. Положительный угол заточки 16°, использована патентованная разводка, облегчающая рабочий ход и уменьшающая ширину пропила. Рекомендуется для обработки сплавов на никелевой основе, твердость может достигать 50 HRc. |
| Патентованная заточка типа Sinus Set создает на зубьях различные по вместительности стружкосборники – облегчается усилие рабочего хода, понижается температура нагрева зубьев. Рез повышенного качества, в большинстве случаев не требует финишной доводки. Пила рекомендуется к использованию на всех типах лентопилочного оборудования. Может резать заготовки с большими внутренними напряжениями. |
| CERRUS CONTINUOUS | Полотно не имеет привычных зубьев, распил делается специальным карбид-вольфрамовым напылением. Такие пилы могут резать самые твердые сплавы и марки стали. Кромка напыления непрерывная, наносится по инновационной технологии, за счет чего увеличивается ресурс пилы. Размер зерен выбирается в зависимости от технических требований к качеству среза и свойств заготовок. |
| SUPER | Изготавливается из одной марки стали, прочность зубьев повышается при специальной термической обработке. Зубья токами высокой частоты нагреваются до заданной температуры, выдерживаются и охлаждаются по расчетному графику. В результате закаливания твердость повышается с 43 HRc до 66 HRc. Пила предназначена для резки низколегированных сталей, твердость заготовок не должна превышать 22 HRc. Полотна могут иметь зубья с наклоном 10° (форма K) или без наклона (форма S). |
| SINUS TNF B | Используется для резки сплавов на основании алюминия, устанавливается на высокопроизводительное высокоскоростное оборудование. Наличие положительного переднего угла наклона зуба с увеличенной впадиной для выхода стружки обеспечивает оптимальные режимы резания металла. |


Широкий ассортимент пил дает возможность выбирать самую подходящую для каждых условий, инструмент работает в рекомендованных параметрах. За счет этого увеличивается производительность, повышается качество среза и возрастает ресурс работы пилы.
Топ-10 лучших ленточных пил по дереву
Наибольшим спросом пользуются инструменты для обработки древесины. В рейтинге лучших присутствуют пилы с любительскими и полупрофессиональными возможностями.
Proma PP-312
Компактный станок предназначен для прямого и наклонного распила древесины и работает на скорости 360 и 480 оборотов в минуту. Показывает хорошую устойчивость, ножки инструмента можно закрепить на полу.
 Цена Proma PP-312 составляет около 48000 рублей
Цена Proma PP-312 составляет около 48000 рублей
Зубр ZPL-305
Стационарный станок мощностью 750 Вт углубляется в деревянные заготовки на 170 мм. Устройство можно переключать между двумя скоростями, стол наклоняется на 45°, что позволяет делать рез под углом.
 Приобрести пилу от Зубр можно начиная от 24000 рублей
Приобрести пилу от Зубр можно начиная от 24000 рублей
Jet HVBS-56M
Универсальная ленточная пила для дерева и металла работает на нескольких скоростях распила и обладает низкой вибрацией. Комплектуется надежными тисками для фиксации детали, поддерживает быструю смену полотна. Опорные ножки можно регулировать для более ровной установки на поверхности.
 Цена ленточной пилы Jet довольно высокая, от 50000 рублей
Цена ленточной пилы Jet довольно высокая, от 50000 рублей
Triod BSM-115/230
Ленточная пила полупрофессионального класса подходит для обработки древесины, пластмасс и мягких металлов. Может выполнять рез вертикально, в прямой плоскости и под углом, распил получается аккуратный и ровный.
 Купить пилу Triod можно от 34000 рублей
Купить пилу Triod можно от 34000 рублей
Энкор Корвет-35
Ленточная пила подходит для прямого распила и фигурного реза древесины и пластиковых деталей. Поддерживает две скорости, при необходимости стол можно наклонять в разные стороны.
Важно! В станке предусмотрено подключение пылесоса прямо во время работы для удаления стружки и опилок.
Цена Энкор Корвет начинается от 44000 рублей
Jet JBS-12
Швейцарская пила по дереву и пластику обрабатывает заготовки на двух рабочих скоростях. Оснащается патрубком для отвода пыли, предусмотрена ручка для регулировки натяжения полотна. Может выполнять рез под углом 45°, отличается невысоким уровнем шума.
 Средняя цена пилы Jet — 42000 рублей
Средняя цена пилы Jet — 42000 рублей
Metabo BAS 261 Precision
Немецкая пила с мощностью 400 Вт работает с минимальной вибрацией и обеспечивает ровный и четкий рез. В комплекте поставляются параллельный и угловой упоры, переходники для пылесоса. Устройство из категории бюджетных, но может выполнять распил до 103 мм.







 Стоимость ленточной пилы Metabo начинается от 24000 рублей
Стоимость ленточной пилы Metabo начинается от 24000 рублей
Makita 2107FK
Высокопроизводительная пила с мощностью 710 Вт работает на двух скоростях и осуществляет рез до 120 мм. В основном предназначена для обработки дерева до 12 см толщиной, но хорошо справляется и с листовым металлом.
Совет! Ленточная пила особенно хорошо подходит для домашних мастерских по производству мебели.
 Купить ленточную пилу Makita можно от 24300-24500 рублей
Купить ленточную пилу Makita можно от 24300-24500 рублей
Jet JWBS-10
Недорогая ленточная пила с мощностью 600 Вт относится к любительской категории и позволяет обрабатывать древесину на глубину 100 мм. Натяжение полотна можно регулировать, также предусмотрен специальный рычаг для быстрого ослабления перед уборкой на хранение.
 Jet JWBS-10 стоит умеренно — около 20000 рублей
Jet JWBS-10 стоит умеренно — около 20000 рублей
Metabo BAS 318 Precision
Одна из лучших пил для ленточной пилорамы поддерживает две скорости и демонстрирует очень плавное движение полотна без рывков. Практически не вибрирует и не шумит, комплектуется ящиком для сбора опилок при работе, дополнительными упорами и светодиодной подсветкой.
 Цена ленточной пилы Metabo BAS 318 составляет около 46000 рублей
Цена ленточной пилы Metabo BAS 318 составляет около 46000 рублей
По типу формы зуба и угла заточки.
Каждый производитель имеет много серий полотен, выполненных из одного материала, но предназначенных для распила разных видов металла. Главным отличием таких полотен является форма зуба, основные разновидности которых рассмотрим ниже:
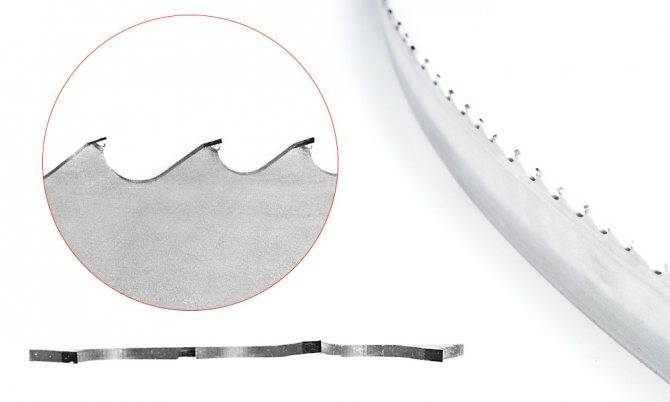
- ФормаS или Стандартная. Передний угол зуба 0 градусов. Оптимально подходит для материалов с образованием короткой стружки, сталей с высоким содержанием углерода, чугуна, заготовок небольших сечений, тонкостенных профилей, хрупких материалов.
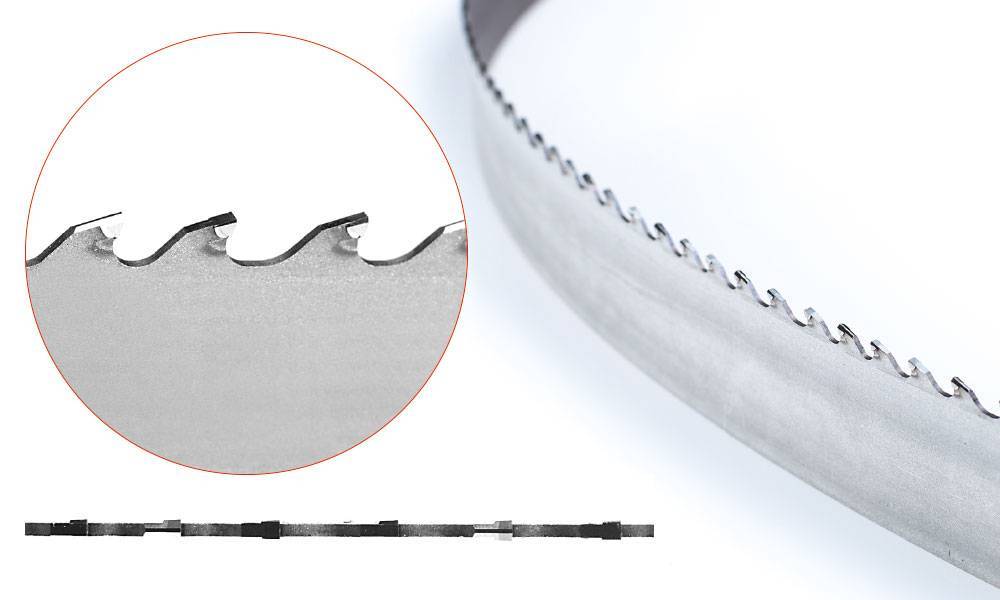
- ФормаK или Крючок. Передний угол зуба10 градусов, положительный. Это форма для универсального применения, т.е. не знаешь какой – бери этот. Как правило применяется для железонесодержащих металлов и сталей с содержанием углерода < 0,8%, конструкционных, улучшенных сталей, для крупных профилей, заготовок сплошного сечения, цветных металлов и сталей.
- ФормаL или Длинный. Передний угол зуба 0 градусов. Увеличенное межзубное пространство. Оптимально подходит для пиления мягких материалов (алюминий и древесина).
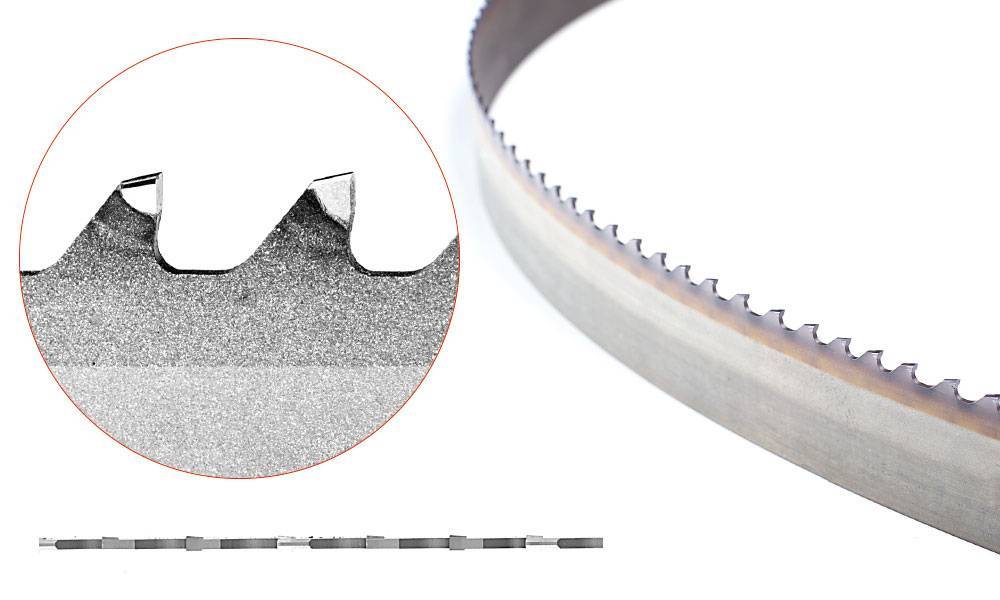
- ФормаM или Переменный. Передний угол зуба10 градусов, положительный. Высота зуба переменная. Оптимально подходит для пиления нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения.
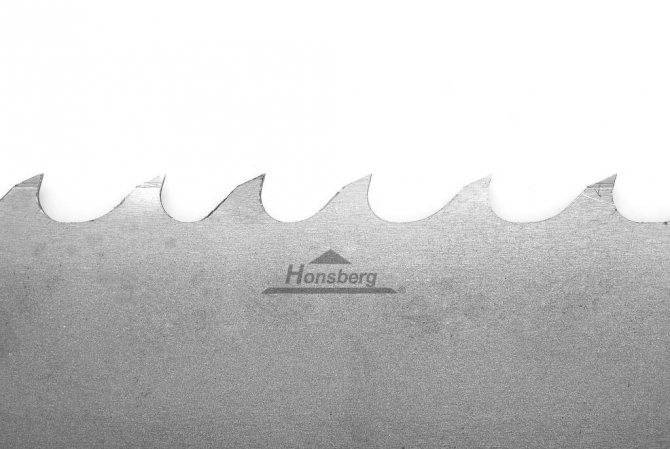
- ФормаP или Профильный. Передний угол зуба 5 градусов, положительный. Оптимально подходит для полых профилей и уголков, стальных балок, пиления пакетов заготовок, т.к. уменьшает уровень вибрации при пилении.
- ФормаR илиRadial. Передний угол зуба 16 градусов, положительный. Оптимально подходит для нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения. Имеет длительный срок эксплуатации.
- ФормаT или Трапецеидальный. Обеспечивает высокую производительность и наилучшее качество реза. Перечислим основные.
- TSN. Отрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TSNENR. Сверхотрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TNF-A. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с низким уровнем вибраций и ручной подачей.
- TNF-B. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с высокой скоростью подачи.
- Есть ещё много разновидностей данного типа, т.к. каждый производитель для решения узкоспециализированных задач имеет в своём ассортименте линейку самых разнообразных полотен со специфическими формами зуба.
Полотна для ленточнопильных станков – виды и конструкции
Для современных ленточнопильных станков, обрабатывающих металлы, рынок предлагает полотна из углеродистых сталей, а также биметаллические, имеющие пружинную основу и зубья из твердого сплава или быстрорежущей стали. Многообразие конструктивных исполнений ленточных пил и использование оптимальных режимов резки позволяет обеспечить достаточно высокую производительность и существенно снизить себестоимость процесса обработки металлов на ленточнопильном оборудовании по сравнению с иными способами разделительного разрезания заготовок.
Полотна для ленточных пил, изготовленные из качественной инструментальной высокоуглеродистой стали, предназначены для обработки широкого спектра нелегированных и легированных сплавов. Однако по своим эксплуатационным и техническим показателям они значительно уступают биметаллическим ленточным пилам, которые получили более широкое распространение, особенно с зубьями из быстрорежущей стали. Основа этих полотен изготовлена из специальной пружинной стали, что обеспечивает пилам прочность и долговечность.
Режущая (рабочая) часть зубьев – из быстрорежущего сплава М42, являющегося аналогом 11Р2М10К8. Эта сталь, легированная кобальтом и молибденом, обладает высокой (до 950 HV) твердостью, износо- и красностойкостью. Надежное соединение основы с режущими зубьями обеспечивается электронно-лучевой сваркой и позволяет эксплуатировать биметаллические полотна в самых тяжелых производственных условиях. Пилы новой конструкции, имеющие комбинированный шаг зубьев, наиболее применимы для разрезания изделий переменного сечения, профилей, труб.
Изменяющийся шаг позволяет значительно повысить эффективность и устойчивость, уменьшить вибрацию процесса резки различных заготовок, имеющих переменное сечение.
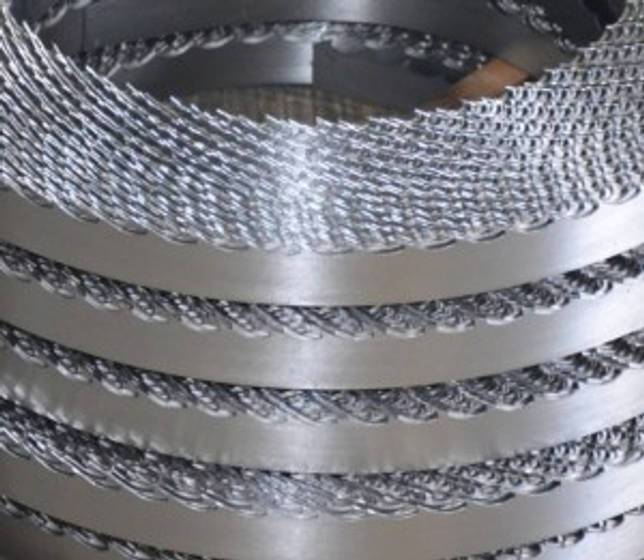
Ленточные пилы с твердосплавным зубом используют для наиболее трудных условий резки. Их применяют на жестких двухколонных и высокопроизводительных ленточнопильных станках при разрезании труднообрабатываемых материалов:
- редкоземельные металлы;
- неферромагнитные сплавы;
- чугунное литье;
- сплавы типа Хастелой, Инконель, Монель;
- другие сплавы с высоким содержанием титана и никеля.

Использование этих полотен позволяет существенно снизить себестоимость резки. Твердосплавные пластины устанавливают в специальные гнезда, конструкция которых гарантирует надежность их соединения с полотном пилы. Разводка зубьев обеспечивает требуемый зазор в процессе пиления и необходимое удаление стружки. Эти ленточные полотна применяют только для обработки заготовок сплошного сечения, имеющих диаметр от 60 мм.
Это интересно: Плитка российского производства: плюсы и минусы
1 Размеры полотна для пилы
Здесь все просто, чтобы уточнить размер полотна нужно заглянуть в паспорт ленточнопильного станка, иногда размер можно найти на шильдике. Размер указывается в формате Длина Х Ширина Х Толщина, например, 4775х34х1,1 мм.
Но, если станок куплен б/у и нет паспорта, руководства по эксплуатации и шильдика, как измерить полотно. Речь идет об измерении длины окружности полотна, остальные размеры легко замеряются штангенциркулем. Есть 2 способа:
- Полотно обтянуть ниткой с наружи, а потом измерить длину нити;
- Для данного способа нужен ровный пол, заключается методика в том, чтобы прокатить полотно как колесо по ровному полу, перед прокатом начертить линию по полотну и полу и после проката начертить линию на полу так чтобы она совмещалась с уже имеющейся линией на полотне, дальше вы замеряете длину между линиями на полу и получаете длину полотна.
Второй метод более точный и удобный.
А как узнать размер полотна, если на станке нет полотна? Тут только один способ: нужно накинуть на шкивы нить и потом измерить её длину, главное при таком замере проследить, чтобы шкив не находился в крайнем максимальном положении, иначе у Вас не будет хода для натяжки полотна.
Сварка и замена полотна на пилораме
При замене режущей части пилорамы обязательно убедитесь в том, что оборудование обесточено. Сначала уменьшите натяжение полотна, а затем раскрутите установочные винты. Снимать ленту с приводных колес нужно в перчатках. Не забудьте почистить пилораму от опилок и стружки. Для этой цели можно воспользоваться строительным пылесосом.
Проведите замену смазки во вращающихся частях пилорамы и проверьте работу подшипников. Поставьте на место старой пильной ленты новую. Проведите ее фиксацию и осуществите натяжку. У правильно установленной ленты зубцы смотрят вниз.
В процессе эксплуатации полотен периодически будет требоваться сварка ленточной пилы в домашних условиях. Для такой работы нужна высокая квалификация сварщика и специальное оборудование. Если его нет, то можно попытаться сделать это с помощью сварочного аппарата. После создания шва место зачищается и проводится отжиг полотна. С помощью такой процедуры нагревают места сварки для того, чтобы снизить плотность металла. Это позволит сделать место соединения кромок более пластичным. А значит и менее хрупким.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).








Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
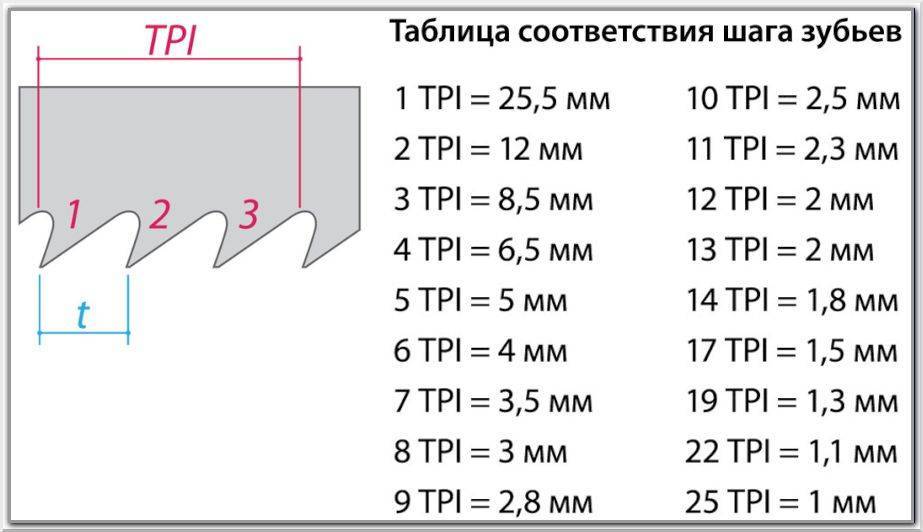
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
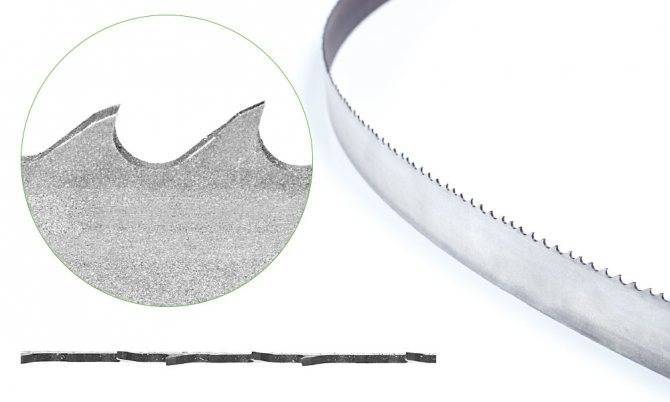
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
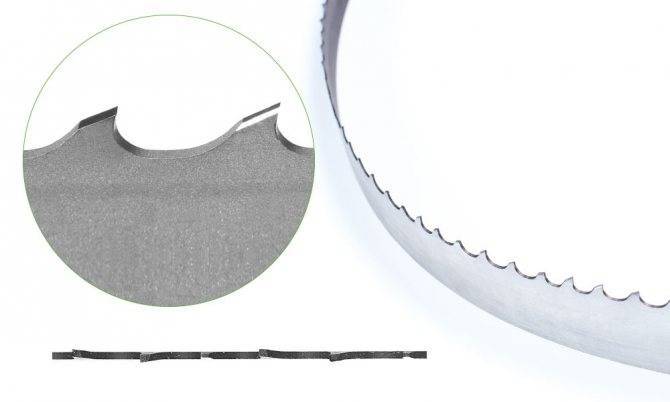
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Настройка ленточнопильного оборудования
 Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
В первый раз запуск выполняют без направляющих. На этой стадии проверяют плавность запуска и чистоту работы двигателя, а дальше уже проводят тестовый распил с использованием полотна, но с минимальными нагрузками. Для работы с увеличенной нагрузкой используют блок с направляющими лентами. Такая конструкция состоит из двух половинок, которые устанавливают по линии режущего полотна.
Раньше мастера своими руками делали не только станки, но и режущее полотно. Самостоятельно замкнуть ленточный агрегат в кольцо сложно и тут требуется уже хоть какой-то начальный опыт в сборке станка. Ручным методом проводят и заточку по шаблону. Всё это можно сделать самому, сэкономив свои деньги, но современный рынок просто набит всевозможными приспособлениями и деталями, которые улучшают качество обработки материалов или делают аппаратуру многофункциональной. Главное в этом деле — помнить о технике безопасности, ведь производственные модели или самодельные представляют большую опасность для здоровья человека.
Originally posted 2018-07-04 07:38:21.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.

Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.

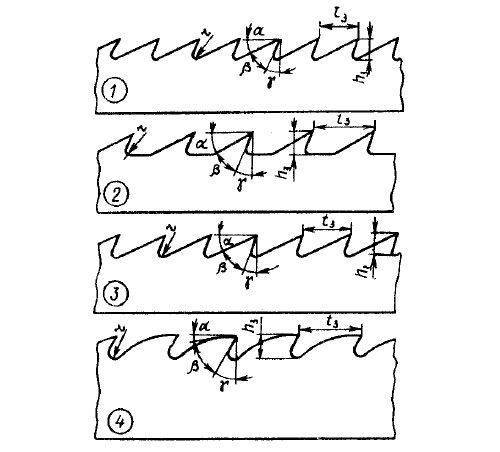
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.

Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.










Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.

Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной