Техника безопасности
При проведении сварки в среде аргона нужно соблюдать правила безопасной работы. В основном они мало чем отличаются от правил, которые нужно соблюдать при проведении обычной сварки, но есть и некоторые нюансы:
Важно контролировать газовые баллоны на герметичность, так как газ в них находится под давлением.
Не допускать утечку аргона, ведь этот газ тяжелее воздуха и не имеет запаха. Поэтому его постепенное накопление может привести к удушью.
Работу производить в защитной маске, специальной обуви и одежде.
Строго соблюдать правила электрической безопасности
Оборудование агрегата должно быть надежно заземлено.
Особое внимание следует уделить борьбе с вероятностью возникновения пожара
Все воспламеняющиеся предметы должны быть удалены из сварочной зоны.
Нужно запретить нахождение посторонних людей в зоне проведения сварочных работ.
Помните, что аргоновая сварка позволяет получить качественное соединение металлов, которое невозможно сделать другими способами. Начинающему сварщику придется приложить много усилий и терпения, чтобы освоить все способы аргоновой сварки.
Чем вызвана необходимость использования аргона (инертного газа)?
Устройство электрода для сварки.
Результатом влияния высоких температур становится то, что легированные стали и цветметаллы вступают в реакцию с кислородом и прочими газами, выделяя окислы, а какие-то даже возгораются (алюминий, например). Появление в области сваривания инородных примесей сказывается на надежности шва не в лучшую сторону. Аргоном, являющимся гораздо тяжелее воздуха, последний вытесняется из области электрической дугой, что исключает возможность соединения плохого качества. Помимо этого, появляется плазма, плавящая соединяемые между собой металлы.
Все электроды для сварки подразделяют на неплавящиеся (вольфрамовые) и плавящиеся. Исходя из выбранного вида электрода, аргонную сварку различают: либо ручную (при помощи неплавящегося электрода), либо по типу «автомат» (любым видом электрода). Хотя некоторые мастера из народа могут сделать аргонную сварку полуавтоматической, возможности которой не так велики, как у первых двух вариантов. Чтобы сделать аппарат, применяют различные «детали». Главное, что следует учитывать, что аргонная сварка своими руками, выполненная по-простому, выйдет не только дешевле, но и надежнее.
Преимущества и недостатки
У этой технологии есть ряд сильных и слабых сторон.
Преимущества:
- Невысокий температурный режим нагрева. Сваренные аргоновой сваркой детали не деформируются при рабочем процессе.
- Максимальная защита создаваемого соединения от появления оксидной плёнки. Аргон тяжелее кислорода и препятствует его проникновению в рабочую зону.
- Благодаря высокой мощности тепловой дуги увеличивается производительность труда.
- Возможность соединять разные металлы и сплавы.
Недостатки:
- При сильном ветре необходимо увеличивать силу потока газа. Это связано с тем, что газ улетучивается и соединение становится менее качественным. Сварочные работы лучше проводить в закрытых помещениях с хорошей системой вентиляции.
- Для качественного соединения нужно уметь подбирать размер дуги и правильно настраивать оборудование.
Если обрабатываются тугоплавкие металлы, следует создавать высокоамперную дугу. Она требует дополнительного охлаждения деталей.
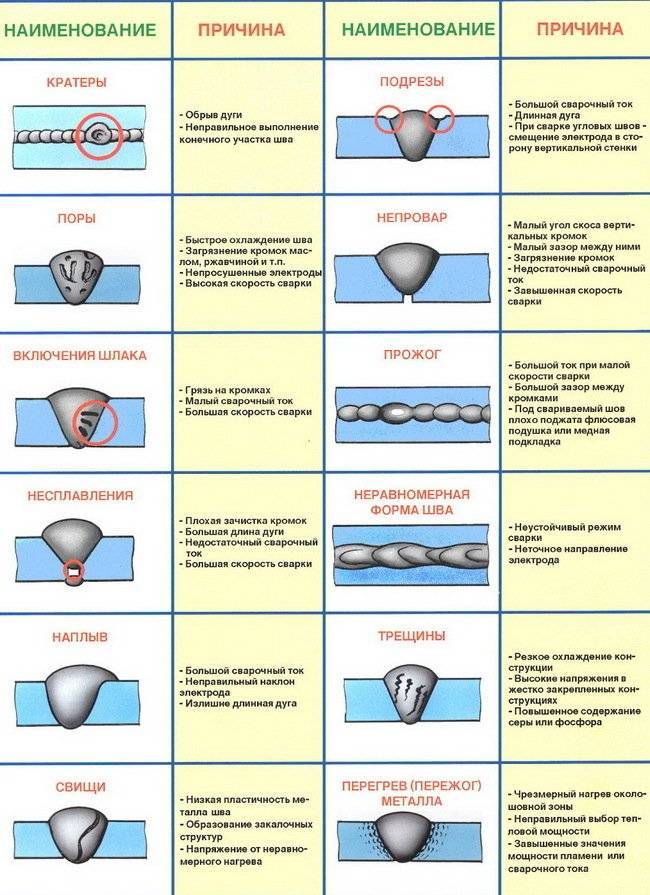
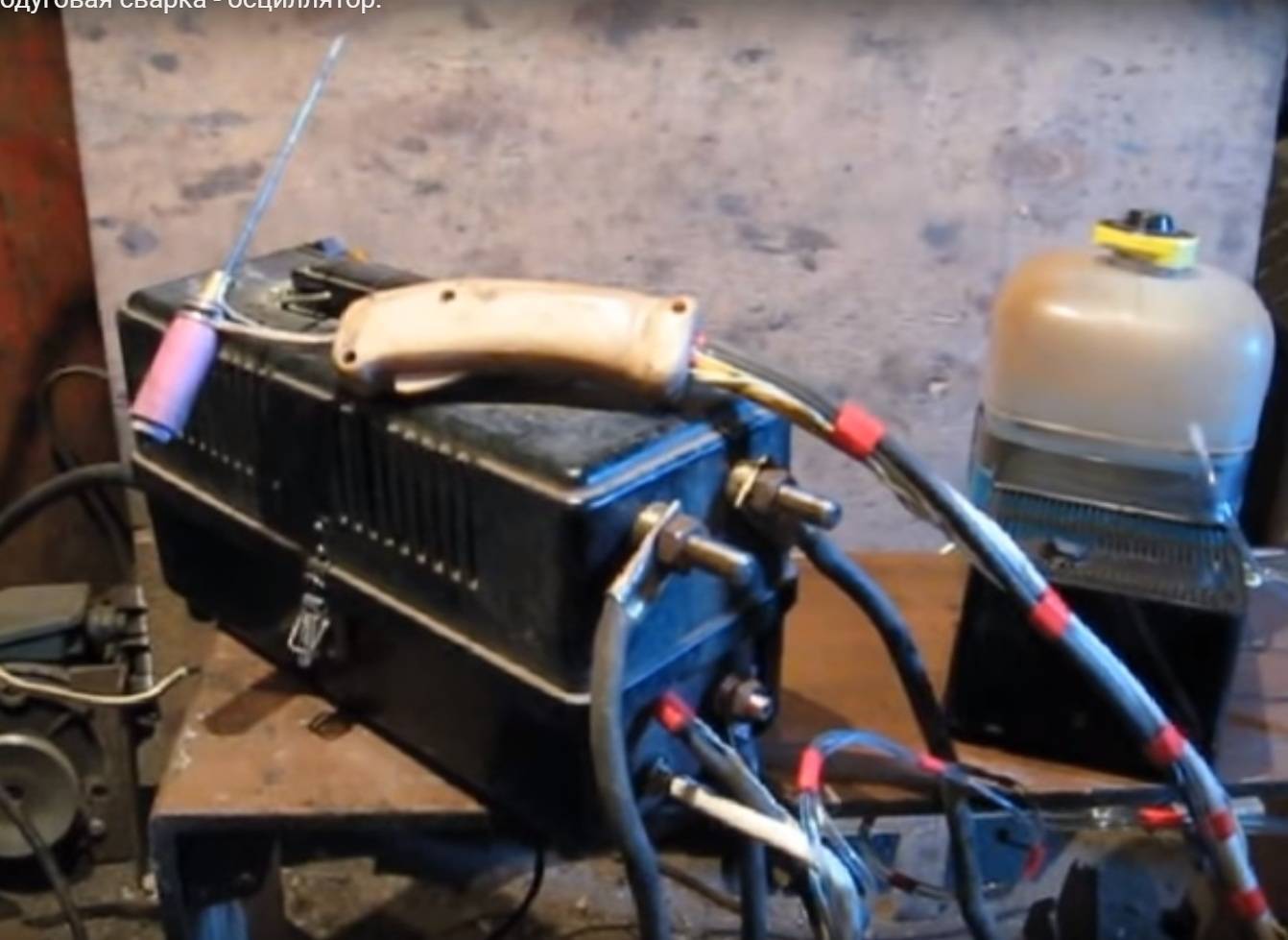
Аргонодуговая сварка в домашних условиях
Дефекты сварочных швов. При всей сложности технологии аргонодуговой сварки по госту со множеством технических условий, ее можно осуществлять и дома. Обязательным условием для этого является инверторный аппарат, который в некоторых случаях можно заменить трансформаторным аппаратом. В дополнение понадобятся баллон с аргоном, редуктор, маска. Все это прекрасно, но покупные аргоновые сварочные аппараты дорогие, а дома чаще всего нужно произвести работу в небольшом объеме.
- Источником тока в домашнем сварочном наборе выступает трансформатор.
- Источником аргона будет баллон с элементами подачи: клапанами и редукторами.
- Осциллятор нужен для поджигания дуги высокочастотным импульсом.
Самодельный аргоновый сварочный аппарат можно сделать с помощью следующих инструментов:
- болгарка, электродрель, сварочный аппарат;
- ножовка по металлу; отвертка, плоскогубцы, гаечные ключи;
- напильник, набор для резьбы, нож, штангенциркуль, микрометр;
- вольтметр, амперметр, тестер, микрометр.
Вторым по важности элементом является газовая горелка. Корпус лучше сделать из латуни, сопло – из меди
Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Электрод из вольфрама нужно заточить под углом в 45°. Примерная длина электрода 25 – 30 см. Следует отметить, что аргонная технология дома – задача трудоемкая и непростая. Так что решение должно приниматься в формате «стоит ли овчинка выделки». Иными словами, так ли много у вас сварочных дел по дому, чтобы заняться сборкой самодельной системы аргонодуговой сварки? Сварочные аппараты для ручной дуговой сварки в продаже есть, с самым широким ценовым диапазоном.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
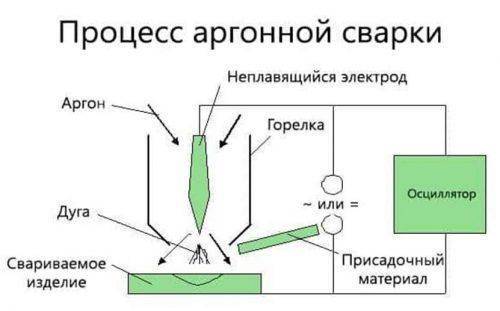
Схема аргонной сварки:
Зачем нужен аргон
Этот элемент (Ar) входит в группу (18) инертных (можно посмотреть в периодической таблице) газов, которые в обычном состоянии практически не взаимодействуют с большинством веществ, включая металлы, кислоты, соли и щелочи. По распространенности в природе он находится на третьем месте после кислорода и азота, что определяет его достаточно невысокую цену по сравнению, например, с гелием.
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
Вольфрамовый остро заточенный стержень, использующийся в роли электрода удобен тем, что:
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.
Присадочная проволока
Дополнительный материал, который при сварке плавиться электрической дугой и заливает шов. При застывании он образует монолитное соединение. На особо тонких листах проволока практически не нужна, но для сварки объемных деталей она необходима.
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
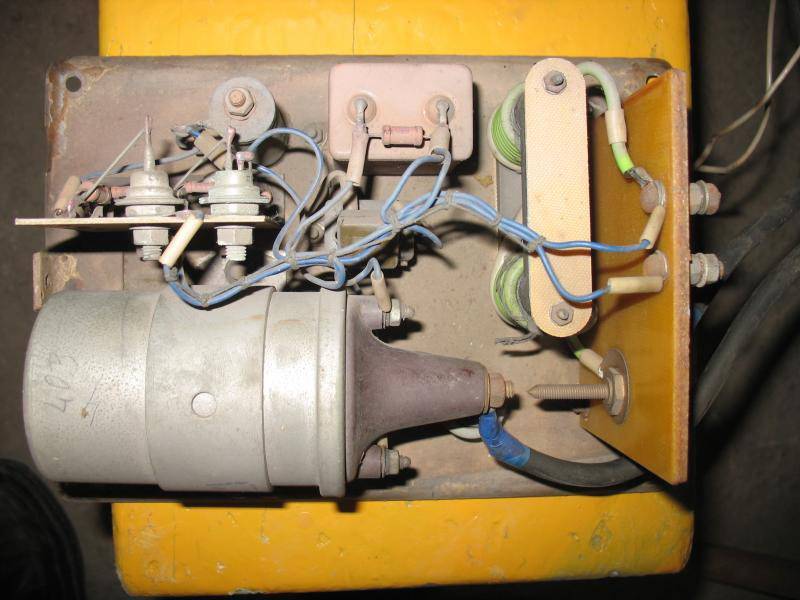
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
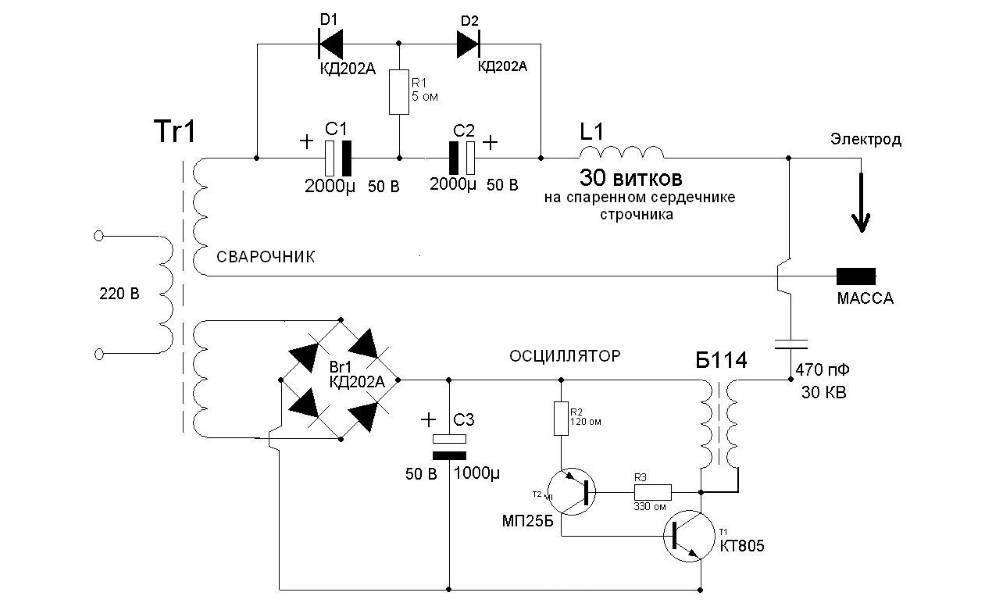
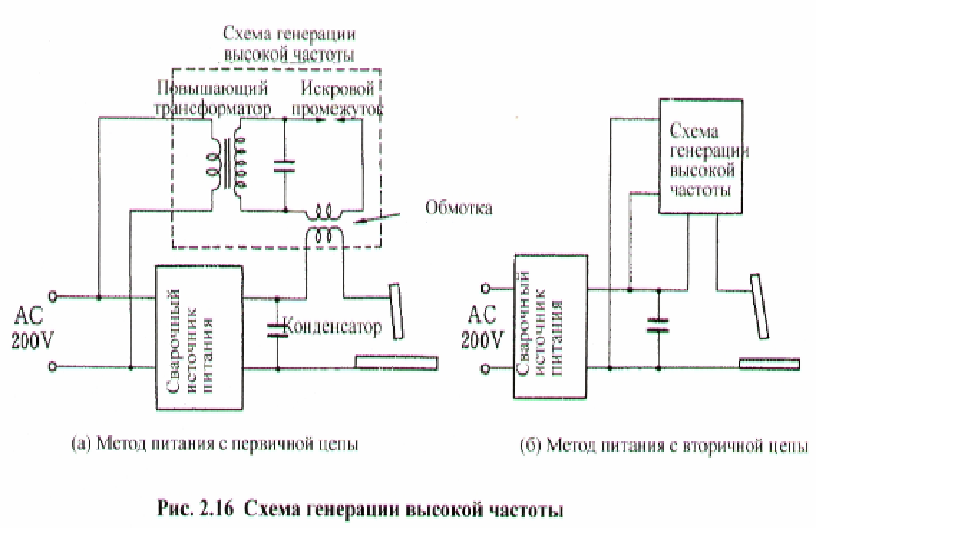
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:

Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Как сделать аппарат для аргоновой сварки
При работе с цветными металлами и их сплавами в домашних условиях аргонная сварка своими руками – один из наиболее подходящих способов соединения металлических заготовок.
Стремление к самостоятельному изготовлению аппарата, предназначенного для аргоновой сварки, объясняется высокой стоимостью промышленного оборудования, содержащего в своём составе множество различных узлов. К этому следует добавить высокую цену самого инвертора, позволяющего сваривать аргоном в самых различных режимах.
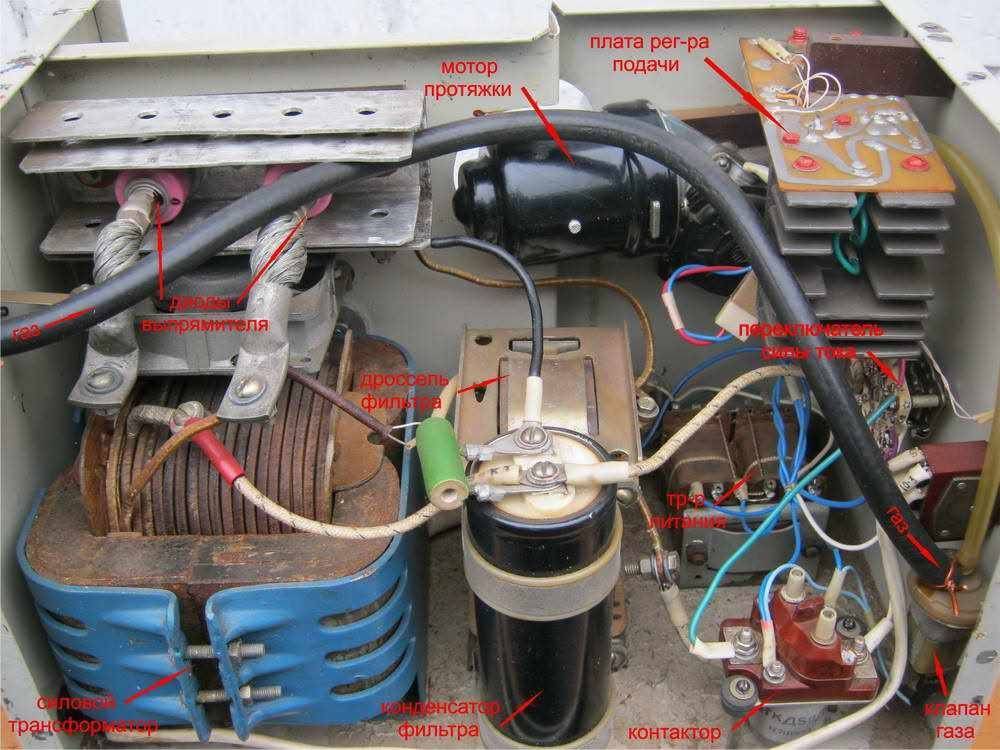
Устройство и принцип действия
В тех случаях, когда предполагаются лишь разовые домашние операции – предпочтительнее собрать аппарат для аргонодуговой сварки своими руками. Реализацию этой затеи облегчит подход, при котором применяются готовые блоки, входящие в состав ряда бытовых устройств, а также подходящие подручные материалы.
Перед началом сборки аппарата своими руками желательно изучить его принцип функционирования и устройство.
При комплектации аппарата аргоновой сварки нужно исходить из того, что для работы в инертной среде в целях экономии применяется не чистый аргон, а его смесь с углекислотой.
Большое значение также имеет используемая в инверторном модуле схема формирования выходного тока. Она гарантирует получение дуги высокого качества без окисления шва.


![Сварка аргоном [видео уроки для начинающих, технология]](https://all-sfp.ru/wp-content/uploads/6/5/9/659dd256270ea94f1ada78c451295fca.jpeg)




Исходя из этих условий, полный комплект оборудования для работы в аргоновой среде должен содержать такие обязательные узлы, как:
- источник сварочного тока, в качестве которого может использоваться любой импульсный инвертор подходящей мощности с возможностью смены полярности;
- комплект из нескольких баллонов, оснащённых редукторами и датчиками давления, обеспечивающих подачу смеси газов в зону аргоновой сварки;
- соединительные шланги со встроенными электрическими проводами и газовыми каналами, позволяющими доставлять к месту сваривания все необходимые компоненты и оснащённые разъёмом особой формы;
- газовая горелка с соплом и специальным держателем, позволяющим фиксировать неплавящийся электрод;
- встраиваемый в питающий модуль осциллятор со схемой задержки токового импульса.
Собирая своими руками поэтапно аппарат для аргоновой сварки, надо обязательно подготовить шланги, а также побеспокоиться о надёжности электрических соединений подводящих кабелей.
Варианты исполнения
Возможно несколько подходов к изготовлению своими руками аргонового сварочного аппарата, отличающихся разным уровнем материальных затрат. Самый дешёвый вариант предполагает использование готовых модулей и запасных частей.
Такой подход позволяет получить простую в исполнении конструкцию инверторного агрегата, обладающего возможностью варить как постоянным, так и переменным током.
Вдобавок к этому потребуется комплект шлангов в сборе с заводской горелкой и специальный блок (осциллятор), значительно облегчающий розжиг дуги. И, наконец, нужно будет побеспокоиться о приобретении готового узла задержки токовой подачи.
Второй подход к реализации проекта аргоновой сварки состоит в изготовлении своими руками всех сборных модулей и электронных плат, что несколько снижает суммарные затраты. Однако в этом случае от исполнителя потребуется высокий профессионализм, а также достаточный запас свободного времени.
Перед набором запчастей и деталей следует внимательно изучить электрическую схему будущего устройства и составить чёткий план соединения электронных блоков.
Варианты принципиальных схем сварочного аппарата с осциллятором
За основу комплекта для аргоновой сварки всегда берётся типовой блок питания, собираемый на базе трансформаторного преобразователя и диодного мостика с ёмкостными фильтрующими элементами на выходе.
С их помощью формируется пониженное напряжение (от 45 до 60 Вольт), которое после импульсного преобразования в инверторе вновь выпрямляется и обеспечивает на выходе требуемую величину сварочного тока.
Изготовление своими руками инверторного модуля сопряжено с большими трудностями профессионального характера. Проще всего использовать готовый импульсный блок от бытового прибора с подходящими характеристиками после его доработки и перенастройки.
Что это такое
Аргоновая или аргонодуговая сварка ГОСТ 14771 – это методика температурного воздействия на металлические соединения, которая позволяет не использовать металлическую проволоку в качестве наполнителя места соединения. Аппарат для аргоновой сварки производит двойную дугу, за счет чего шов не образовывается. Холодная дуговая сварка аргоном считается одной из самых сложных процесс обработки металла, но зато она дает возможность обработать любые сплавы и цветные металлы без образования на них шва.
 Фото — ручная аргоновая сварка
Фото — ручная аргоновая сварка
Аргон – это газ, который считается одним из самых распространенных соединений на земле. Вредность сварки этим элементом сама по себе низкая, аргон – это благородный газ. Но он может образовывать ядовитые соединения, если работает с другими газами или металлами.
Нельзя сказать, что шов не образовывается совершенно. Он есть, но если сварочные швы от классической дуговой сварки зачастую очень широкие, то после аргона место соединения практически не выделяется на общей поверхности металла.
Преимущества такого типа сварки:
- Высокое качество соединений;
- Этот вид обработки используется для нержавеющей стали, чугуна, меди, алюминия и сплавов этих металлов;
- Помимо соединения сложных металлических конструкций, аргоновая ручная сварка позволяет скреплять между собой детали одного механизма, выполненные из разных материалов. Благодаря этому аргоновой сваркой можно варить редуктор, различные металлические трубы. Технология также часто применяется для соединения литых станочных деталей, головок блока, автомобильных радиаторов, поддона картера и электрических приспособлений;
- Если в процессе сварки возникли какие-либо трещины – то они очень быстро устраняются повторным проходом без видимых дефектов;
- Поверхность после работы поддается окраске;
- Аргон подходит для устранения поломок в климатической технике, тонких автомобильных деталях и т. д.
Одним из главных составляющих процесса является вольфрамовый электрод для аргоновой сварки. Это специальный пруток, который представляет собой сердце сварочного процесса. Как известно, вольфрамовое оборудование считается очень тугоплавким, для большей прочности вокруг электрода есть керамическое сопло. Именно из этого отверстия выдувается аргон. Благодаря такой конструкции, место обработки защищено от воздействия кислорода, что предотвращает трещины и вздутия на сварочном шве.
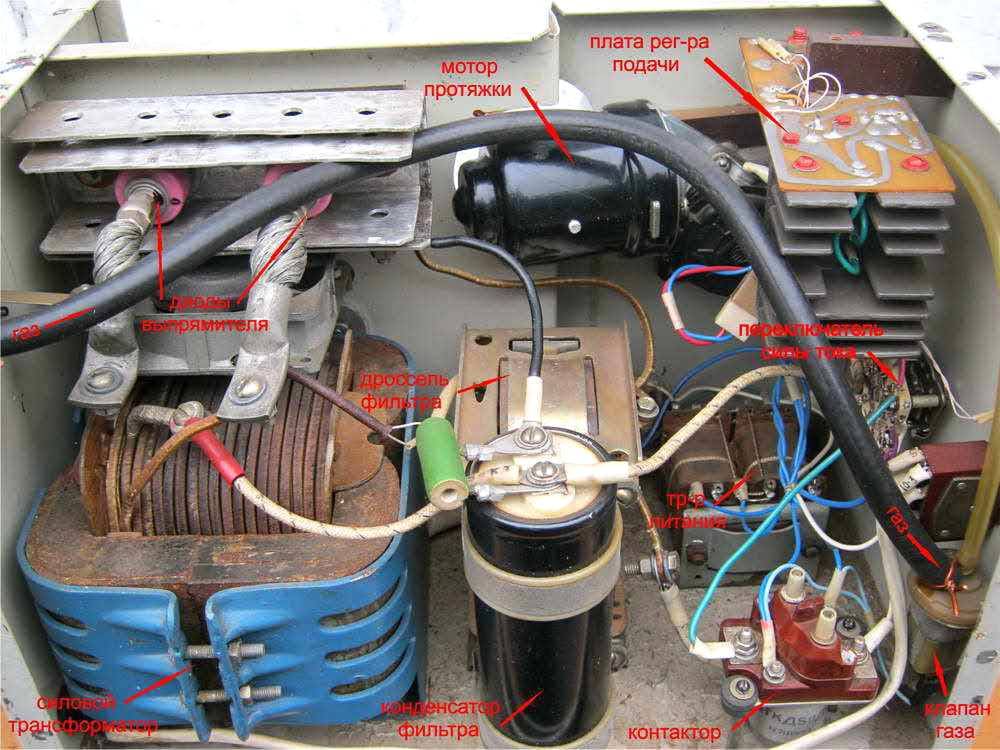
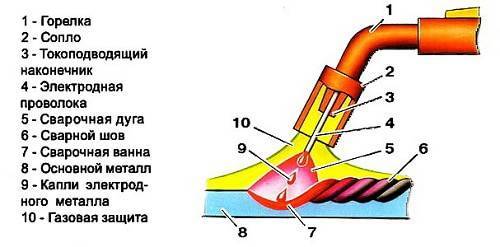 Фото — конструкция аргонового инвертора
Фото — конструкция аргонового инвертора
Аргоновая горелка также называется рукавом и является самым важной составляющей сварочного аппарата. От качества горелки зависит весь процесс сварки, точность работы и геометрические параметры шва
В бытовых условиях часто используется самодельная горелка, но она не всегда отличается прочностью и качеством, поэтому лучше отдельно покупать рукава для сварки различных материалов. В профессиональных установках часто используется горелка, выполненная из того же металла, что и обрабатываемая поверхность.
Изготовление своими руками
Перед тем как изготовить такое устройство надо, прежде всего, разобраться, как оно работает. Фактически индукционные печи существуют давно и до недавнего времени использовались в производстве для плавки металлов в магнитном поле. Эта печь работает наподобие трансформатора: к первичной обмотке подводится ток большой частоты, порядка 1 МГц. Вторая – короткозамкнутая, роль сердечника тут выполняет расплавляемый кусок металла. То есть если в магнитное поле попадает диэлектрик, например, пластмасса, то оно никак на нее не воздействует, металл тут же расплавится. Этим такие печи и отличаются от ТЭНовых, в которых плавится все.
Принцип работы такого котла представлен на рисунке ниже. Стрелками показано движение магнитных полей внутри и снаружи обмотки.
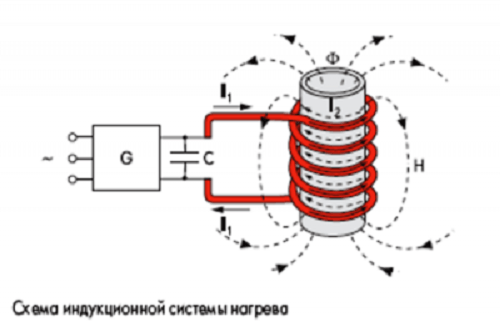
Принцип работы индукционного котла
При изготовлении индукционного котла можно пойти по двум путям: сердечником служит кусок трубопровода, в середине которого находится металлический сердечник из отрезков проволоки. Вокруг трубопровода намотана радиальная или тороидальная обмотка, через которую пропускают переменный ток большой частоты, котел представляет собой емкость для воды, которую разогревает индукционная плитка промышленного изготовления.
Для изготовления устройства первого типа нужно взять отрезок трубы диаметром 50 мм, в котором с одной стороны припаивают переходник, а внутри закрывают проход предварительно вырезанным кружком из металлической сетки. Затем из металлической проволоки диаметром 5-8 мм нарезают куски длиной 7 см. Эти отрезки закладывают в трубу и закрывают сеткой, для того чтобы они не попали в систему отопления. С другой стороны к трубопроводу припаивают переходник для врезки котла в систему отопления. На эту трубу наматывают 90 витков медной проволоки диаметром 1,5-1,7мм. При этом необходимо следить, чтобы витки располагались ровно и как можно плотнее друг к другу.
Для намотки нужно брать новую проволоку, поскольку со старой проволокой изделие может прослужить недолго.
На рисунке изображен вариант такого котла.
Котел из пластмассовой трубы
Для питания котла можно использовать или индукционную плитку, или сварочный инвертор. При использовании плитки обмотку присоединяют вместо выходной катушки устройства. Сварочный инвертор лучше использовать с плавной регулировкой тока. Если используется сварочный инвертор, выходной ток подбирается опытным путем, так, чтобы обмотка не перегревалась, и при этом котел хорошо работал.
Подключать котел такого типа можно только при наличии воды в системе, поскольку без теплоносителя такой котел просто- напросто расплавится.
Для изготовления котла другого типа, прежде всего, необходимо приобрести индукционную плитку необходимой мощности. После этого можно приступать к изготовлению бака для котла. Бак делается размером 600×500×50 мм. Для этого берется квадратная труба шириной 5см. Из нее отрезается 12 кусков длиной 500 мм. 10 кусков сваривается между собой стенками, чтобы получилась гребенка размерами 500×500×50 мм. В двух оставшихся кусках вырезается по одной стенке и приваривается их вырезанной стороной к выходам труб гребенки. После этого заваривается четыре квадратика 5×5 см, и бак готов. С обеих сторон по диагонали приваривают входящий и выходящий патрубки. К задней стенке получившейся емкости можно прикрутить плитку таким образом, чтобы панель управления выступала из-за бака.
Перед присоединением плитки и подключением котла к системе отопления нужно проверить сварную конструкцию на герметичность. Для этого один выход нужно заглушить, а в другой – подать воду под напором. Если при давлении в 5 атмосфер нет протечек, значит, можно работать дальше, если есть – нужно переваривать.
На рисунке ниже показан один из вариантов такого котла, где на переднем плане видна сварная конструкция, из-за которой выглядывает панель управления индукционной печи.
Котел с индукционной печью
Технология сварочного процесса
Для получения качественного изделия на выходе необходимо придерживаться четкой технологической карты проведения сварочного процесса
После выполнения подготовительного этапа с очищением поверхности и подключением к сети рабочего оборудования, стоит обратить внимание на тип используемого металла
 Технология аргонной сварки
Технология аргонной сварки
Когда осуществляется сварка с применением аргона относительно алюминия, то используется проволока из такого же металла, для нержавейки – тоже из легированной стали. Сила рабочего тока определяется толщиной металла. Для алюминиевых материалов толщиной в 3 мм сила тока составляет 180 A, и одного шва будет достаточно.




После проверки заданных параметров и исправности оборудования регулируется наконечник горелки, который толще проволоки на 1–2 мм. Инертный газ подается к области сварки на 20 секунд раньше зажигания дуги, а прекращение его подачи должно быть не раньше 10 секунд после окончания сварки.
Проволока и электрод должны всегда располагаться в зоне аргоновой среды, которая будет их защищать от активного кислорода. Для формирования узкой полосы сварочного шва рекомендуется делать движения горелкой, по направлению вдоль оси сварочной ванны без поперечных манипуляций.
На завершительном этапе не стоит резко отрывать электродугу от сварного шва – это негативно скажется на его качестве; нужно с помощью реостата снизить силу тока и при такой мощности производить заваривание кратера. Проволока или электрод располагается как можно ближе к сварочной ванне. На глубину краев и ширину шва оказывает влияние изменение длины дуги. Чтобы сварка аргоном дала нужный результат, перед началом работы на основном материале нужно испытать режим на ненужной детали.
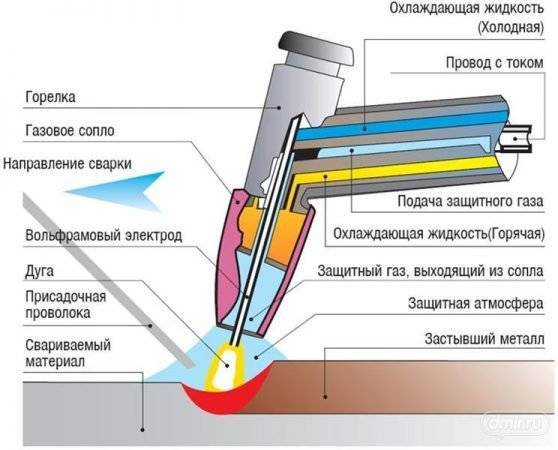 Схема аргонной сварки
Схема аргонной сварки
Настройка tig аппарата от А до Я

Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
- На панели управления выставляем метод сварки – TIG.
- Устанавливаем предпродувку газа на 0,5 сек.
- Настраиваем ток поджига – 25% от рабочего тока (А).
- Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
- Устанавливаем ток сварки (А) (см. Таблицу ниже)
- Выставляем время до тока заварки кратера (спада в секундах)
- Выбираем значение тока заварки кратера в амперах
- Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸А |
| Стальные сплавы | 1,0 | DC | 20 — 30 |
| 1,5 | DC | 40 — 60 | |
| 2,0 | DC | 70 -90 | |
| 3,0 | DC | 100 — 120 | |
| 4, 0 | DC | 120 — 140 | |
| Алюминий | 1-2 | AC | 20 — 60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
https://youtube.com/watch?v=Co2C7giEpgg
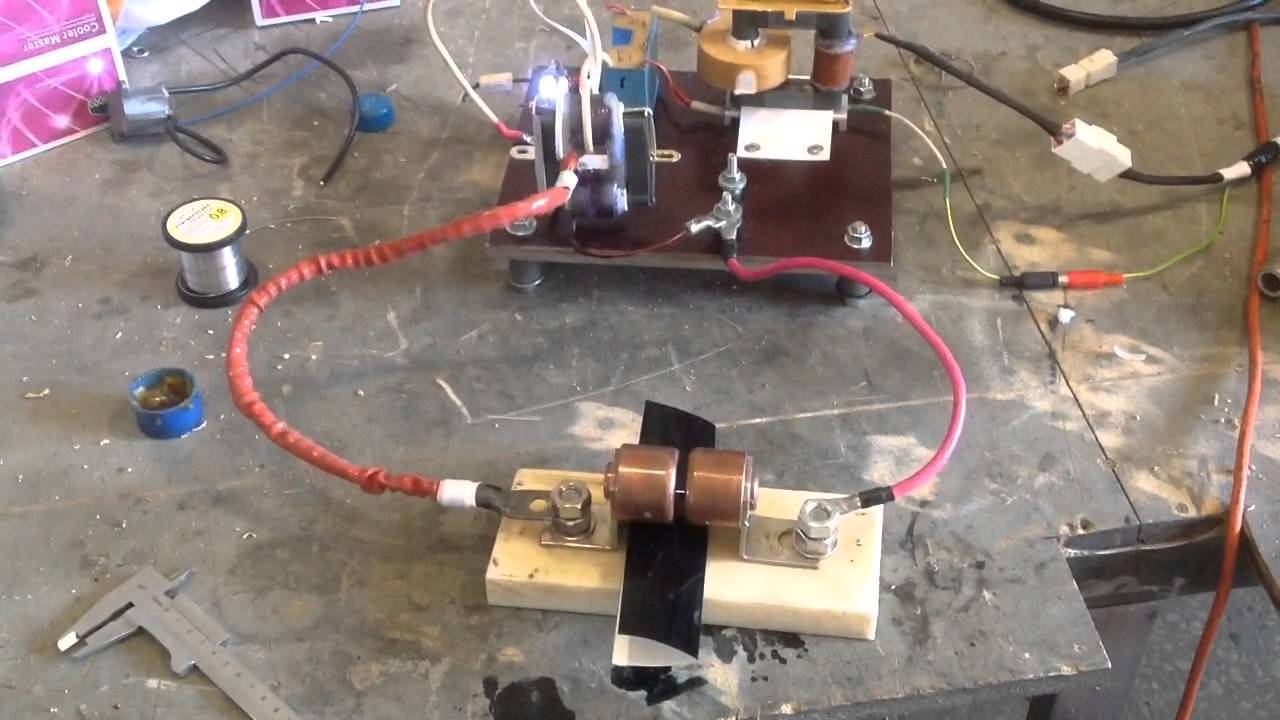
Комплектующие для самодельного аппарата аргонной сварки
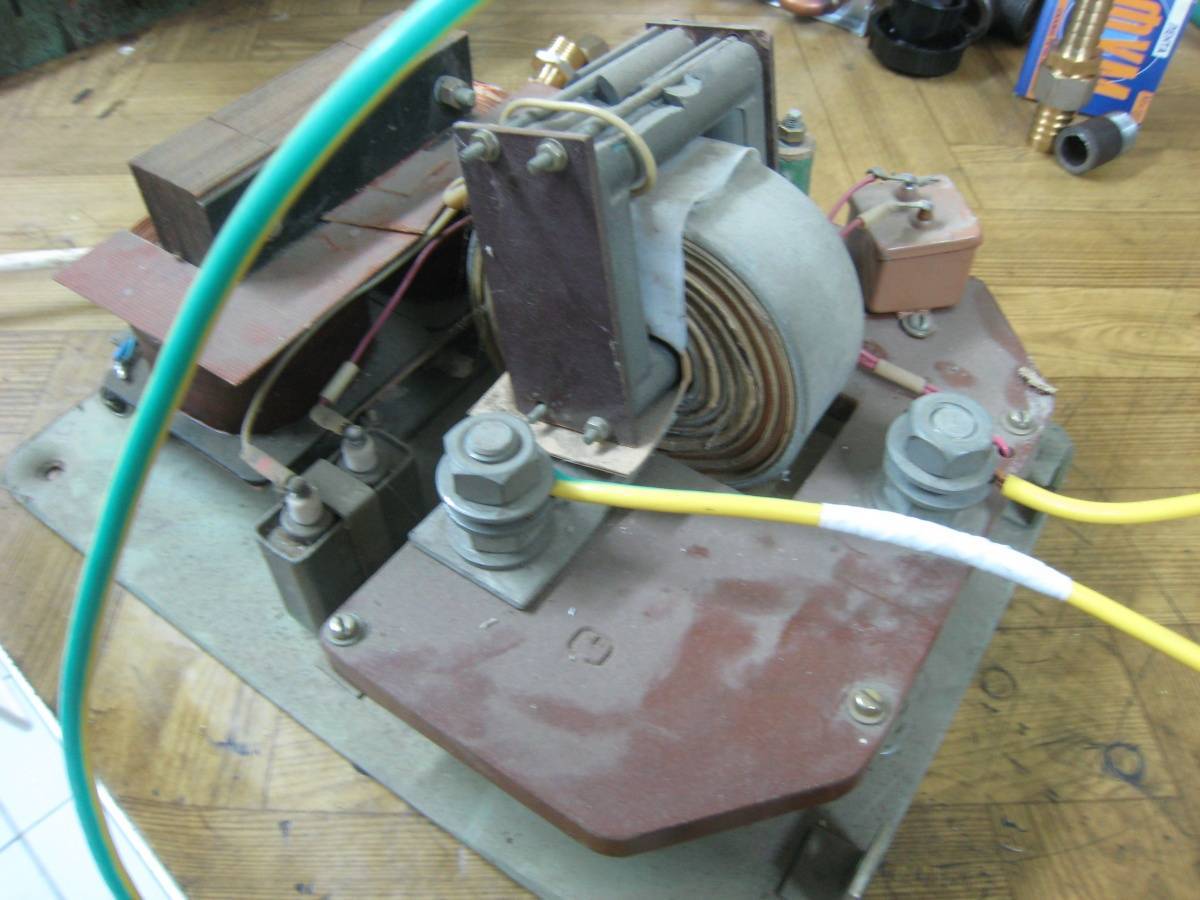
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения
Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
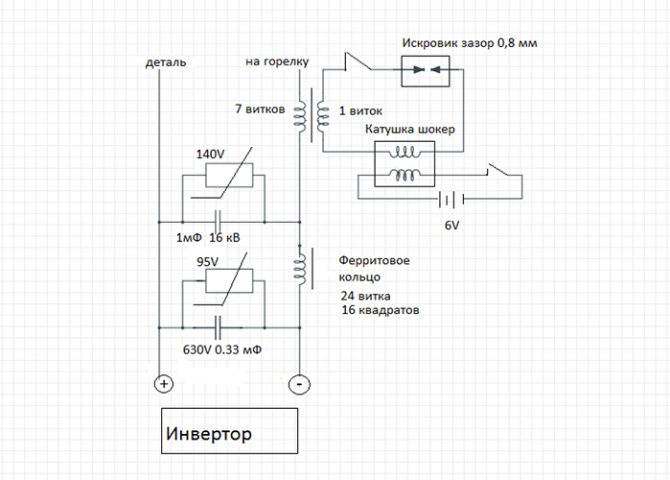
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
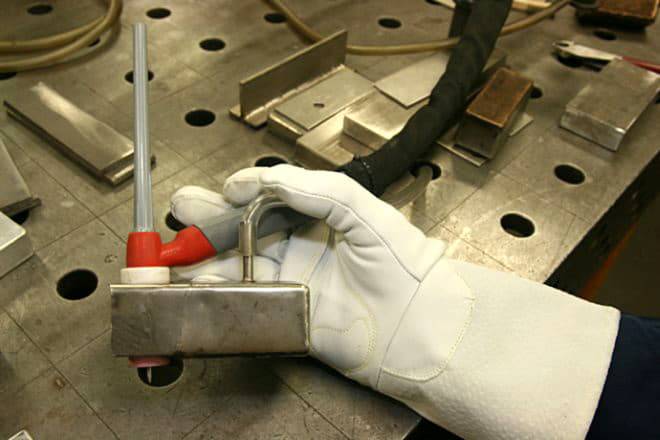
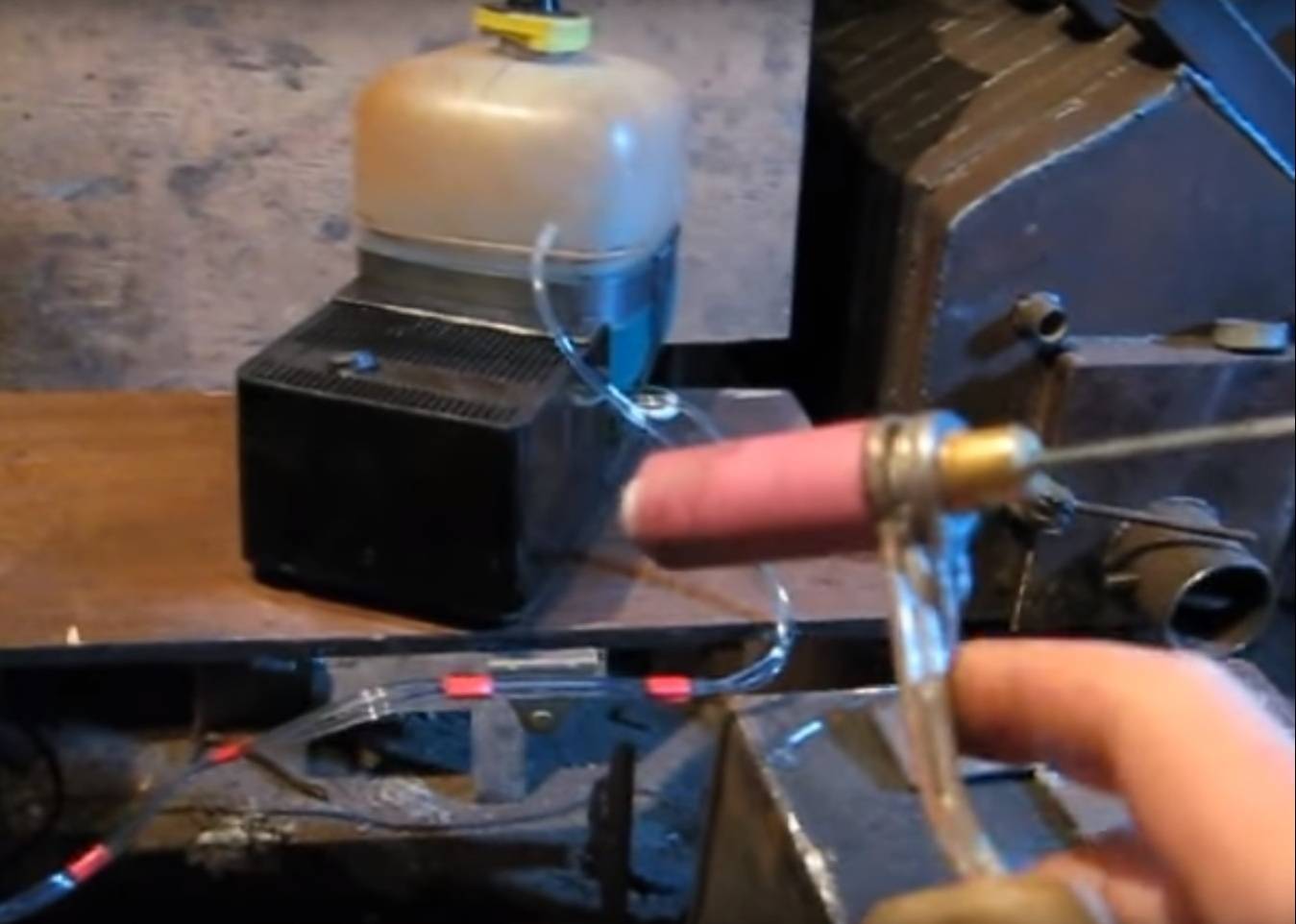
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.







Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.

Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
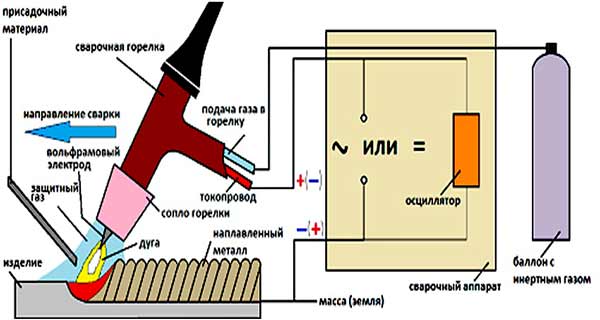
Процесс аргонно-дуговой сварки: последовательность работ
Физические свойства защитных газов и металла электродов
Сварочный ток и инертный газ подводят в газовую горелку, другую фазу тока для сварки подсоединяют к детали. В горелке вставлен вольфрамовый электрод, в процессе сварки не расплавляющийся. Горит дуга, идущая от вольфрамового электрода до детали, присадочную проволоку подают непосредственно в область дуги. Конец электрода из вольфрама при аргоновой ручной сварке затачивают конусообразно. Длину заточки делают равной 2-м или 3-м диаметрам электрода. В начале дугу зажигают на специальной пластине из угля.
Недопустимо зажигать дугу на базовом металле ввиду оплавления конца электрода и его загрязнения.
Возбуждение дуги выполняют, пользуясь источником питания, холостой ход у которого имеет повышенное напряжение, либо применяют дополнительный источник питания, имеющий высокой напряжение (осциллятор), поскольку потенциал возбуждения и ионизации аргона гораздо выше, чем у азота, кислорода или паров металлов.
Дуговой разряд аргона отличает надежная стабильность. Важная особенность аргонно-дуговой сварки при помощи неплавящегося вольфрамового электрода и применении переменного тока — появление в сварочной цепи показателя постоянного тока, величина которого может составлять до 50% от эффективной величины значения переменного тока в сварочной цепи.
Выпрямление тока находится в прямой зависимости от формы и размеров вольфрамового электрода, материала, из которого выполнено изделие, и режима сварки (токовой величины, скорости сваривания, длины дуги).
Схема аргоннодуговой сварки.
Когда величина постоянного тока будет слишком высока, то нарушится стабильность дугового горения и, соответственно, резко уменьшится качество наплавляемой поверхности металла, появятся надрезы, чешуйчатость. Но самое главное — снизится прочность соединения и пластичность металла на шве.
Особенно нежелательно образование в сварочной цепи характеристик постоянного тока в процессе сваривания алюминия и его сплавов. Чтобы получить качественные сварные соединения, нужно устранить в цепи сварки элементы постоянного тока. Аналогично аргонно-дуговой сварке выполняется гелио-дуговая сварка.
Отличие обычной ручной сварки дугой качественными электродами от ручной аргонной сварки дугой состоит в количестве задаваемых направлений движения электроду. В первом случае задают три движения электроду (по оси электрода, перпендикулярно шву и по оси будущего шва). Во втором варианте задают только одно направление — горизонтально оси будущего шва. Это правило распространяется и на механизированные способы сваривания изделий. Два других направления движения не применяют при аргонно-дуговой сварке по причинам:
- исключается передвижение согласно оси электрода книзу, так как при аргонно-дуговом сваривании не происходит его расплавление;
- в поперечном направлении согласно шву не двигаются, дабы не нарушить инертным газом защищенность расплавляемого металла.
https://moyakovka.ru/youtu.be/aifgic_oeeo
Поскольку колебательное передвижение электрода перпендикулярно шву исключается, то швы, выполненные аргонным свариванием, получаются более узкие, нежели при ручной обычной сварке дугой хорошими электродами. Стык освобождают из приспособления, выполняя первоначальный слой шовного соединения, используя присадочную проволоку, марку которой устанавливают либо технологическим процессом либо техническими условиями. Дугу зажигают на пластине из угля, но ни в коем случае не на самой детали. Гашение дуги следует выполнять на расстоянии.
В целях недопущения пропитки металла шва воздушными О2 или азотом, концы расплавляемой проволоки сварочной и нагретого вольфрамового электрода никогда не должны выходить из области защитного газа. Чтобы избежать разбрызгивания расплавляемого металла, выполняют подачу проволочного конца в жидкую ванну плавными движениями.
Накладывая корневой слой шва, внимательно отслеживают, в какой степени полноты проплавились кромки, нет ли непроваренных мест. Насколько металл проплавился, определяют по конфигурации ванны расплавляемого металла: о качественном проплавлении свидетельствует ванна, длина которой вытянута в сторону направления сварки, недостаточность проплавления определяет ванна в форме круга либо овала.
https://moyakovka.ru/youtu.be/-RFTNzS8UDc
Если послушать отзывы тех, кто уже применял аргонную сварку, то все они сходятся во мнении о том, что желания работать обычным аппаратом для сварки после такой технологии больше не возникает. И шов при этом образуется узенький и качественно выполненный. Для этого нужно лишь немного потренироваться.