Что нужно знать начинающим сварщикам
Если опыта в сварке практически нет, а выполнить работу нужно, то необходимо запомнить следующие нюансы.
- Шов получится качественным, хорошо проваренным, а на металле не появится прожогов, если постоянно следить за ним. Поэтому рекомендуется заранее расположить свариваемые детали так, чтобы было удобно наблюдать за ходом сварки.
- Самый простой вариант – сварка в нижнем положении. Начинающим сварщикам лучше начинать с него. Потом можно переходить к кольцевым стыкам, а после них к вертикальным. Последние являются самыми сложными в исполнении.
- Для удобства лучше делать стыки внахлест. Если же варить стык в стык, то можно случайно привариться к столу, на котором лежат элементы.
- При появлении дефектов в ходе работы, их необходимо удалить. Для этого проблемный участок дополнительно проваривается или сначала выбирается с помощью болгарки, а потом наплавляется еще раз.
- Если приходится сваривать толстые детали, то для полного провара на кромках необходимо делать фаски. Зазор между кромками зависит от толщины элементов, но не должен быть меньше 0,5 мм.
Процесс сварки
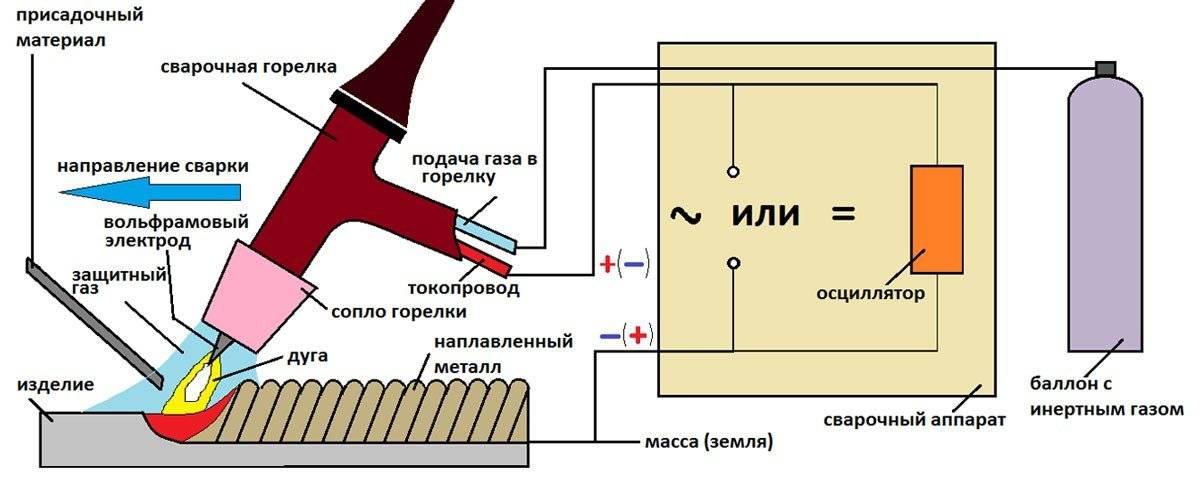
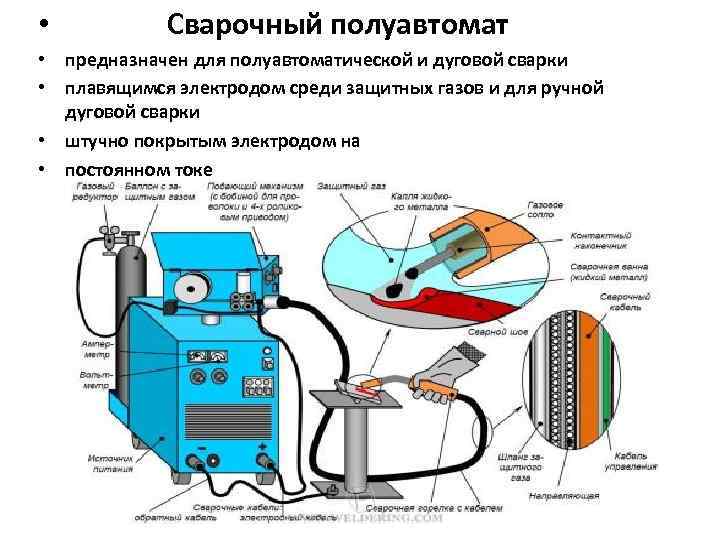
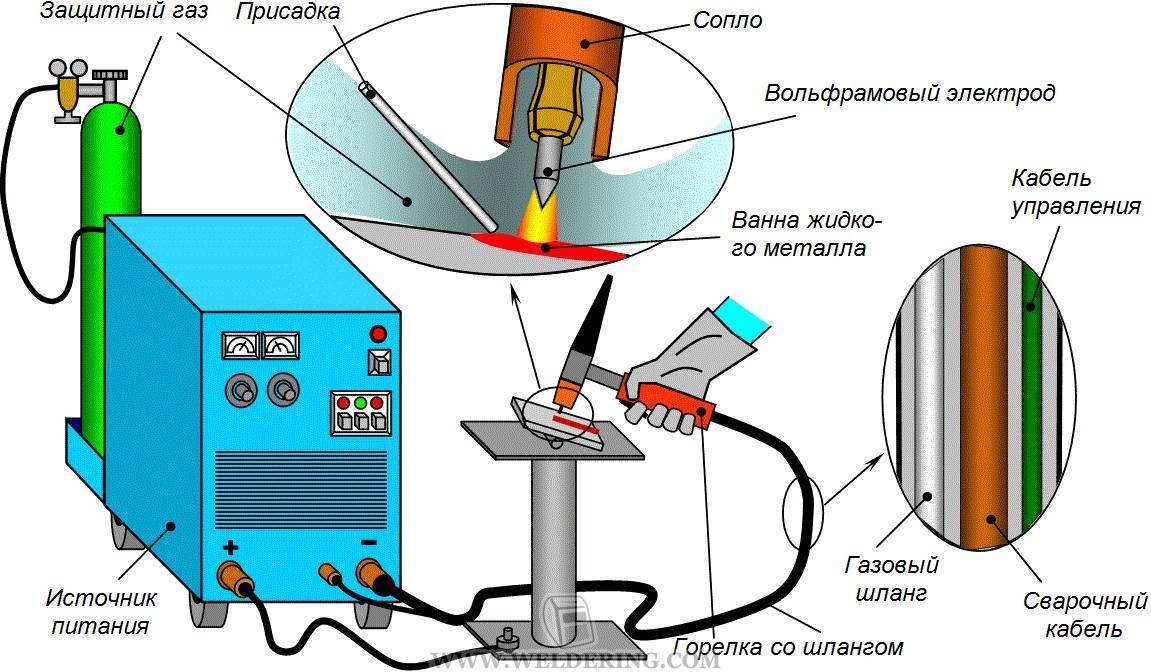
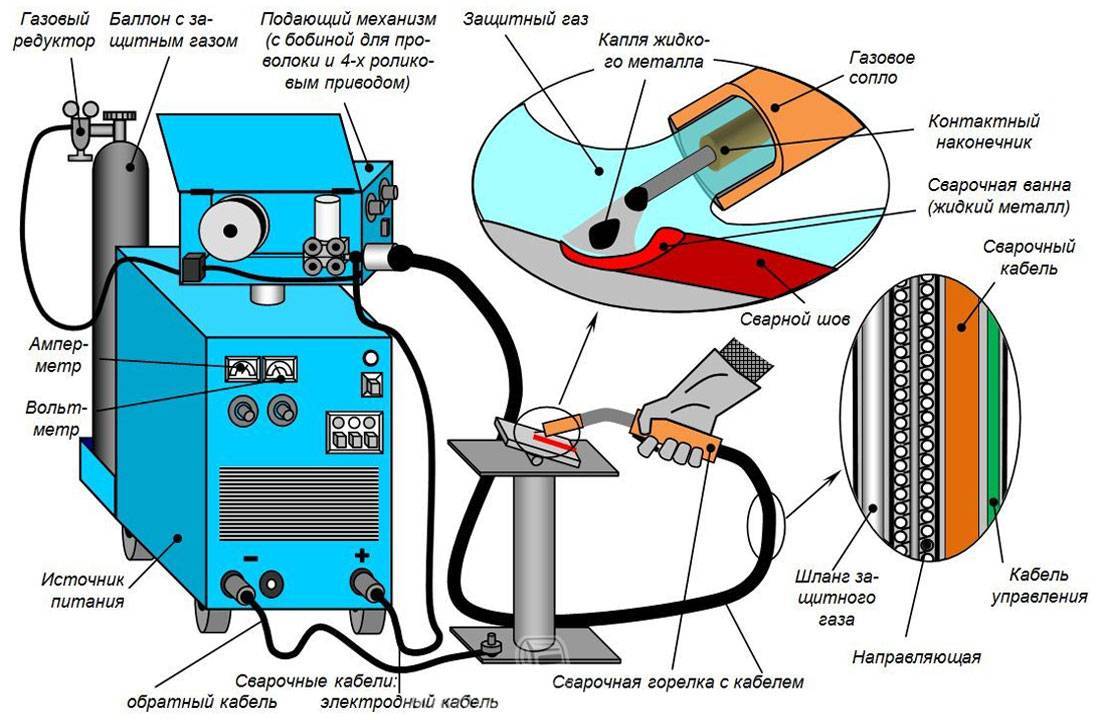
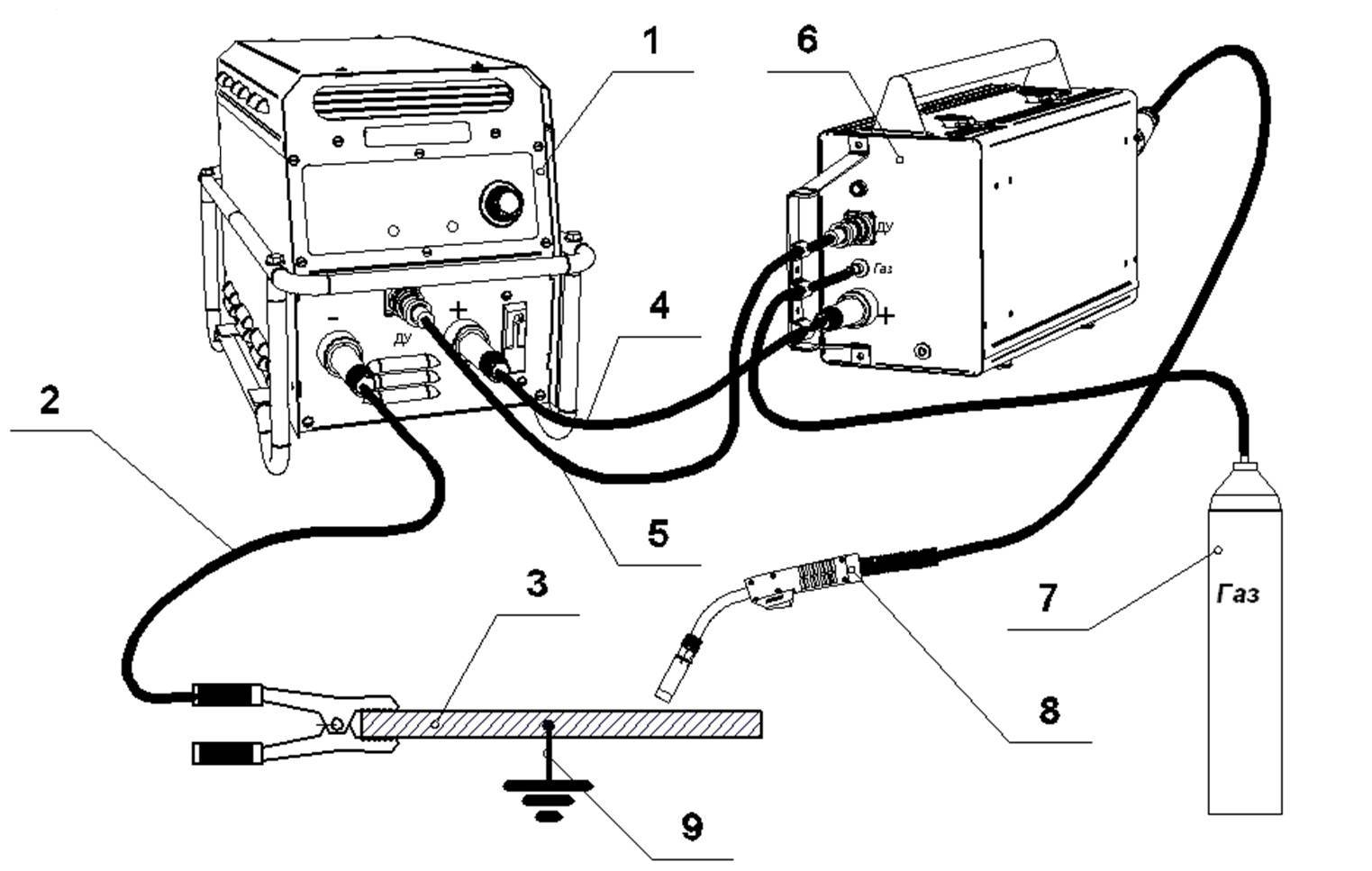
Сущность процесса сварки с использованием инверторного источника сварочного тока с применением сварочной проволоки заключается в подаче проволоки в сварочную зону за счет подающего механизма и сварочную горелку с задействованием подающих шлангов. Проволока подается непосредственно в сварочную зону. В момент направления проволоки в сварочную зону между краями свариваемых деталей и проволокой горит электрическая дуга, которая путем нагрева плавит кромки этих деталей и самой проволоки, что позволяет говорить об образовании сварочной ванны и последующего формирования сварочного шва.
Другим видом сварочного процесса с использованием сварочной проволоки и инвертора является сварка с применением порошковой самозащитной проволоки. В данном случае формирование газового защитного облака в сварочной зоне не нужно, в результате чего сам сварочный процесс ведется без громоздкого сварочного оборудования.
 Схема сварки с использованием порошковой проволоки
Схема сварки с использованием порошковой проволоки
Такой способ удобен в тех случаях, когда речь идет о сварке в труднодоступных местах, когда необходимо выполнить работы в большом объеме, куда нет возможности доставлять весь большой комплект оборудования.
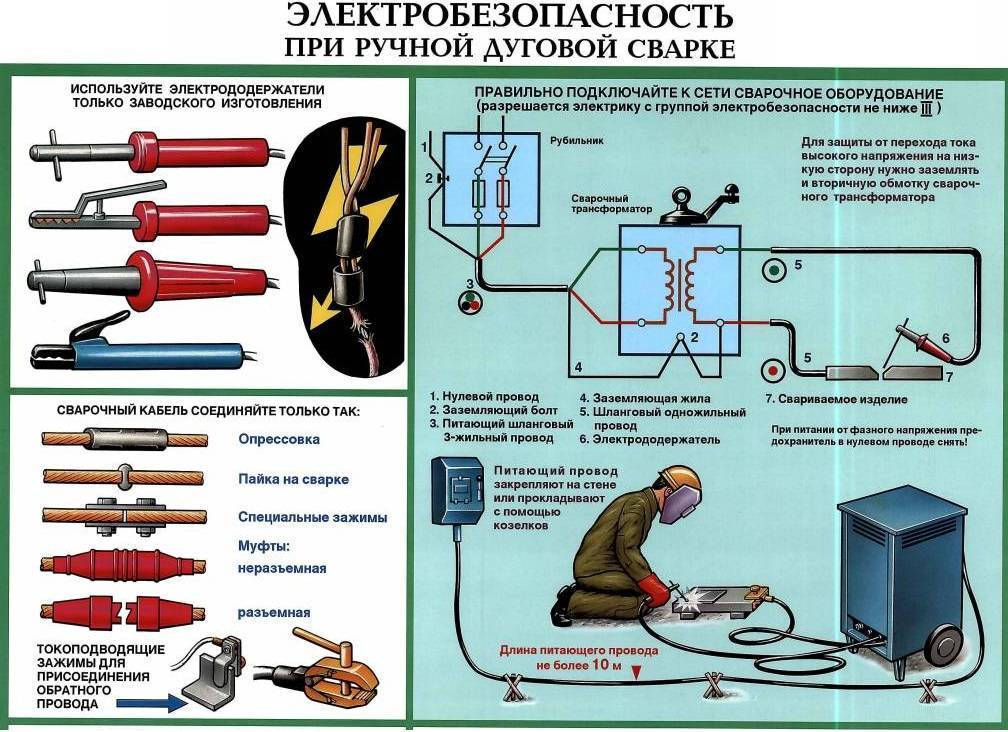
Техника безопасности
Перед тем, как приступить к домашней сварке, электросварщику необходимо позаботиться о технике безопасности:
- надеть защитный костюм из прочной натуральной ткани высокой плотности, которая не подвержена возгоранию и оплавлению при попадании на неё искр. Костюм должен скрыть область шеи, и иметь рукава, которые плотно застёгиваются на запястье.
- защитить руки рукавицами из грубого полотна;
- обуть удобную кожаную обувь с толстой подошвой;
- защитить глаза маской сварщика со светофильтром, который зависит от силы тока при сварке.
Место, где будет проводиться сварка, также должно быть тщательно подготовлено:
- уложен деревянный настил, выполняющий защитную функцию от возможного поражения током;
- место проведения сварки освобождено от всего лишнего (для предупреждения попадания сварочных брызг);
- освещение должно быть качественным;
- движения сварщика не должны быть стеснены.
Сварка тонкого металла
В частном доме или на даче обычно свариваются тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому лучше перед ответственной сваркой потренироваться на изделиях большей толщины. После этого можно пробовать варить тонкий металл. При этом следует руководствоваться следующими советами.
- При сварке изделий необходимо настраивать минимально рекомендованную силу тока.
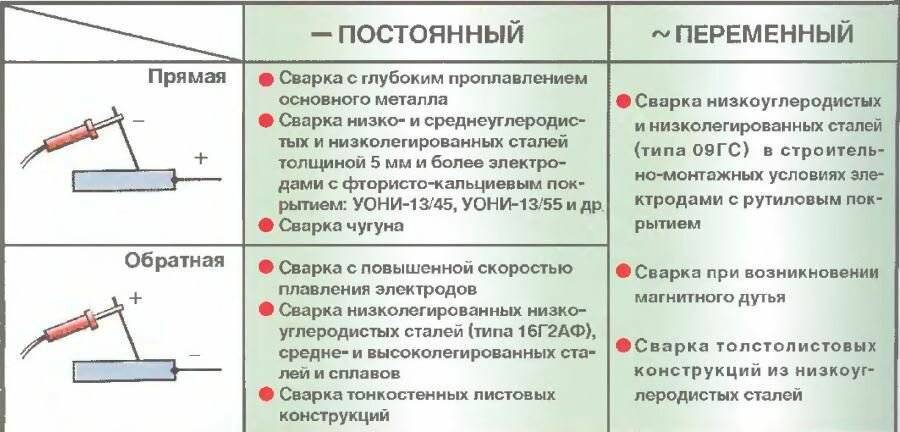
- Варить нужно углом вперёд.
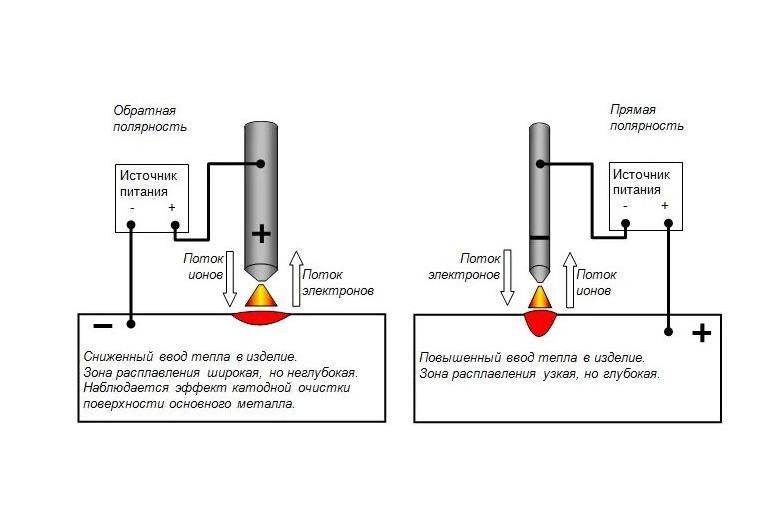
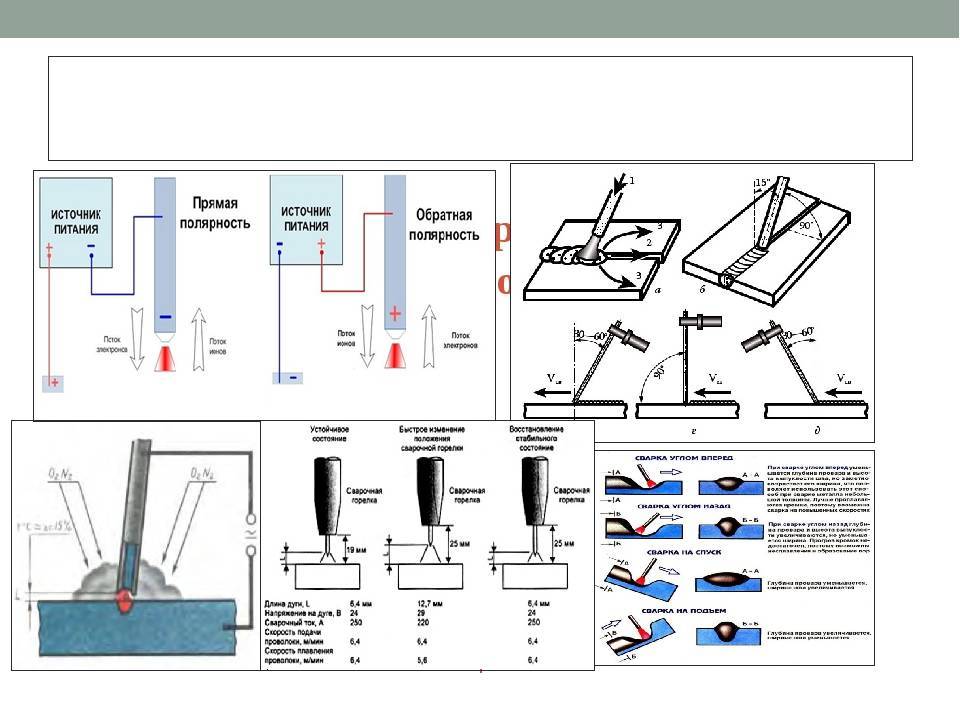
- Проводить работу нужно на обратной полярности.
- Чтобы уменьшить деформации деталей при нагреве, рекомендуется закрепить их тисками или струбцинами.
- Если стыкуются элементы длиной более 50 мм, то для начала необходимо выполнить прихватки.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
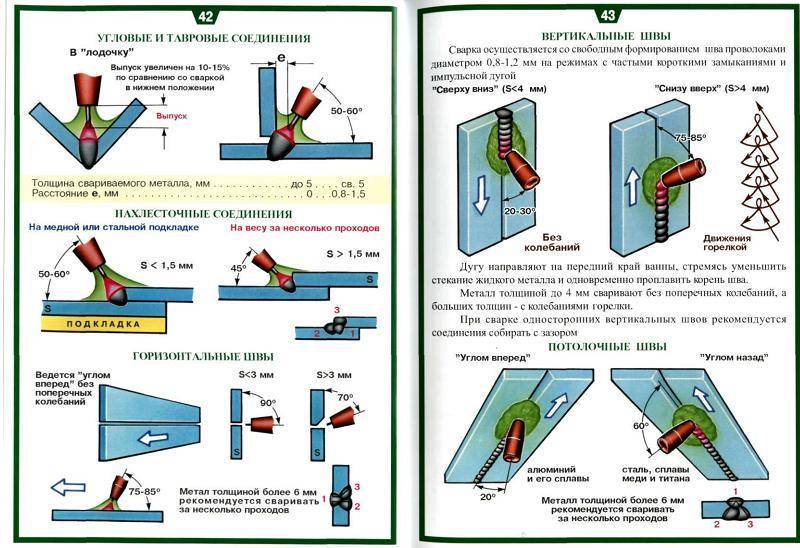
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
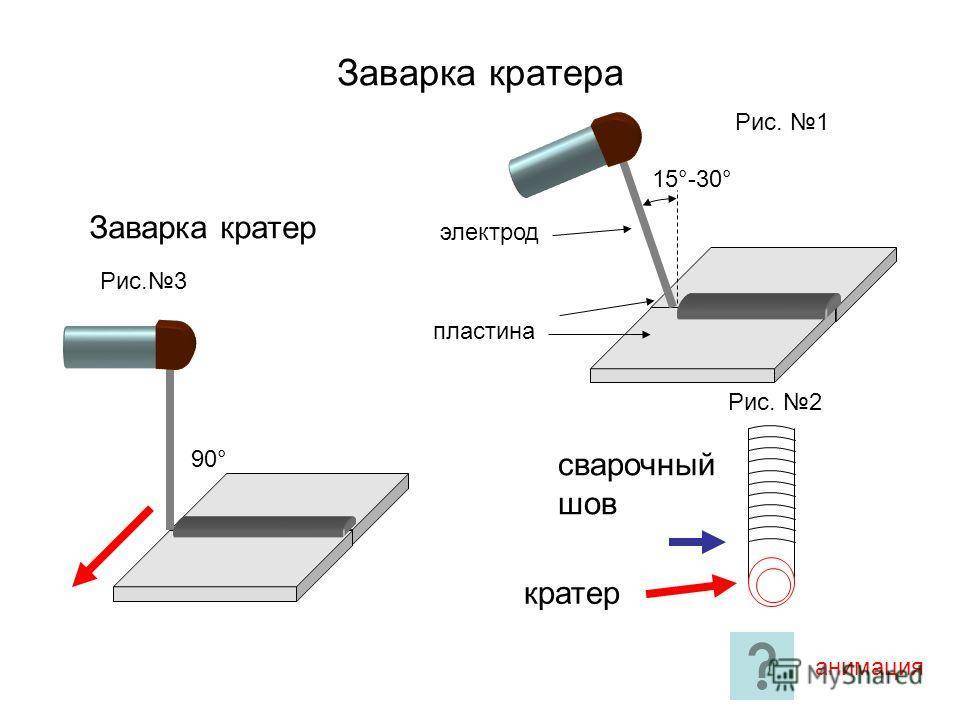
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Совет! После подключения к аппарату новых кабелей, не превышающих рекомендуемую длину, нужно измерить сварочный ток, чтобы узнать его значение и при необходимости подкорректировать.
Преимущества и недостатки
Если сравнивать магнитную клемму и стандартные зажимы можно выделить следующие достоинства:
- Надежность фиксации позволяет выполнять сварку без отвлечения на регулирование массы;
- Магнитное заземление без последствий переносит перепады напряжения и температуры.
- В конструкции нет подвижных деталей, которые могут сломаться. Поэтому при правильной эксплуатации срок службы не ограничен.
- Магнитная клемма удобна для работы в труднодоступных местах и на поверхностях изогнутой формы, на которых прищепку невозможно закрепить. Например, сварка трубопроводов большого диаметра. Даже у компактных моделей площадь соприкосновения с металлом достаточна для создания надежного электрического контакта.
К недостаткам относят:
- Необходимость очистки места крепления. На грязной поверхности магнитная клемма будет греться при сварке из-за плохого контакта с металлом.
- Ненадежную фиксацию на круглых деталях небольшого диаметра. Например, на арматурных прутках.
- Невозможность крепления на цветных металлах, которые инертны к магнитному полю.
Правила проведения сварочных работ
Правила сварочных работ могут отличаться в зависимости от используемой вами модели сварочного инвертора. Например, в некоторых моделях может быть повышенная защита от попадания пыли и влаги, а посему они не требуют тщательных условий хранения и могут использоваться в полевых условиях.
Также некоторые инверторы оснащены индикаторами, которые сигнализируют о перегреве аппарата. После этого аппарат нужно выключить и дать ему остыть. Но если в вашей модели нет такой индикации, то за температурой придется следить самому.
Если вы временно приостановили сварочные работы или закончили их, выключите сварочный инвертор из сети. Если вместе с вами в рабочей зоне находятся другие люди, то установите для них специальный экран, чтобы защитить от излучения и искр.
Используйте защитную одежду из плотной негорючей ткани, не забывайте о защитной маске (мы рекомендуем маску-хамелеон), обуви и перчатках. Обувь не должна проводить ток. Если у вас нет такой обуви, то можете использовать резиновый коврик. Не храните в рабочей одежде легковоспламеняющиеся предметы.
Проверяйте исправность кабелей и самого инвертора перед проведением сварочных работ. Следите, чтобы все кабели были подключены правильно. Соблюдайте технику безопасности, чтобы избежать причинения вреда здоровью.
Перед сваркой тщательно зачистите свариваемые поверхности. Не должно быть следов коррозии, масла, грязи, краски и т.д. Для очистки используйте растворитель, наждачную бумагу, шлифовальные круги и прочее.
Дополнительные правила
Следите за уровнем пыли в воздухе в вашей рабочей зоне. Все допустимые нормы загрязнения воздуха можно найти в сварочных ГОСТах. Учтите, что у них не учитываются выбросы от самого сварочного аппарата.
Если позволяет место работы, поставьте сварочный инвертор в тень. Не подвергайте его воздействию прямых солнечных лучей и осадков. Да, существуют модели с повышенной степень защиты, но они редко встречают в гаражах домашних сварщиков или на небольшом производстве. Так что постарайтесь хранить аппарат правильно. Подробнее о хранении мы рассказываем ниже в разделе «Хранение сварочного аппарата».
Сварочным работам необходима достаточная вентиляция. Идеальный вариант — установка прямого вентиляционного колпака в 60 сантиметрах от места сварки. Если этих мер недостаточно, то нужно использовать специальные системы защиты от ветра и дыма.

Отдельно хотим сказать про подключение инвертора к сети. Не стоит использовать напряжение больше стандартных 220В. Если вы будете использовать, например, 380В, то рискуете сломать сварочный аппарат и навредить своему здоровью. Также следите, чтобы напряжение было более-менее стабильным. Некоторые модели инверторов защищены от перепадов напряжения и продолжают стабильно работать даже при полном отключении электричества. Естественно, кратковременном.


При подключении сварочного аппарата инвертора к розетке в 220В нужно защитить саму розетку системой автоматической остановки подачи электричества в случае возникновения неисправностей в проводке или в самом аппарате. Не используйте розетку без заземления.
Если вы долго не использовали сварочный аппарат, то проверьте его сопротивление между каждой обмоткой. Идеальный показатель — не менее 2.5 мегаом.
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.

Способы выполнения сварных швов
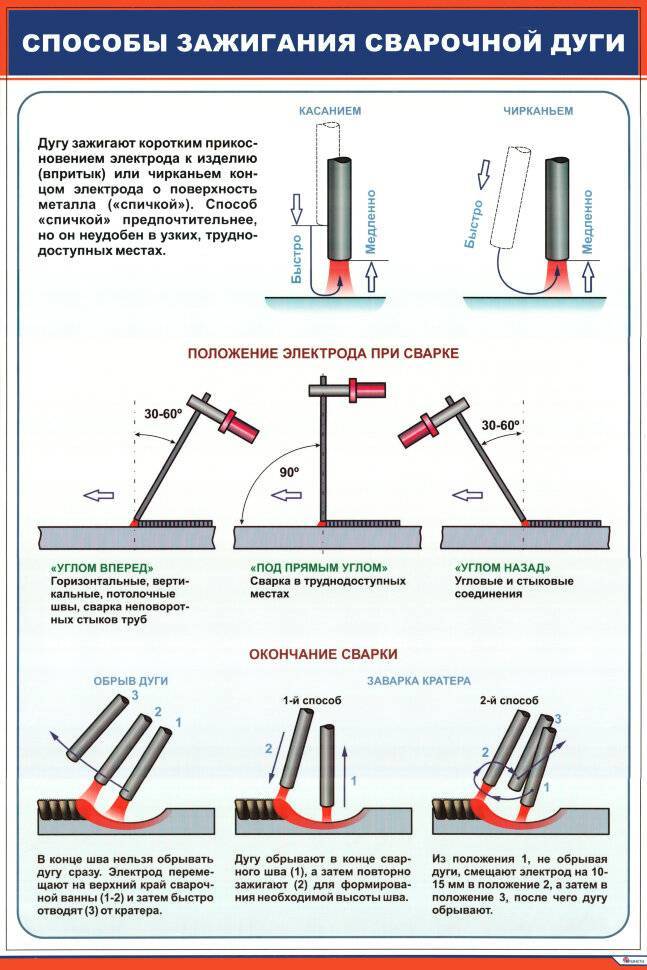
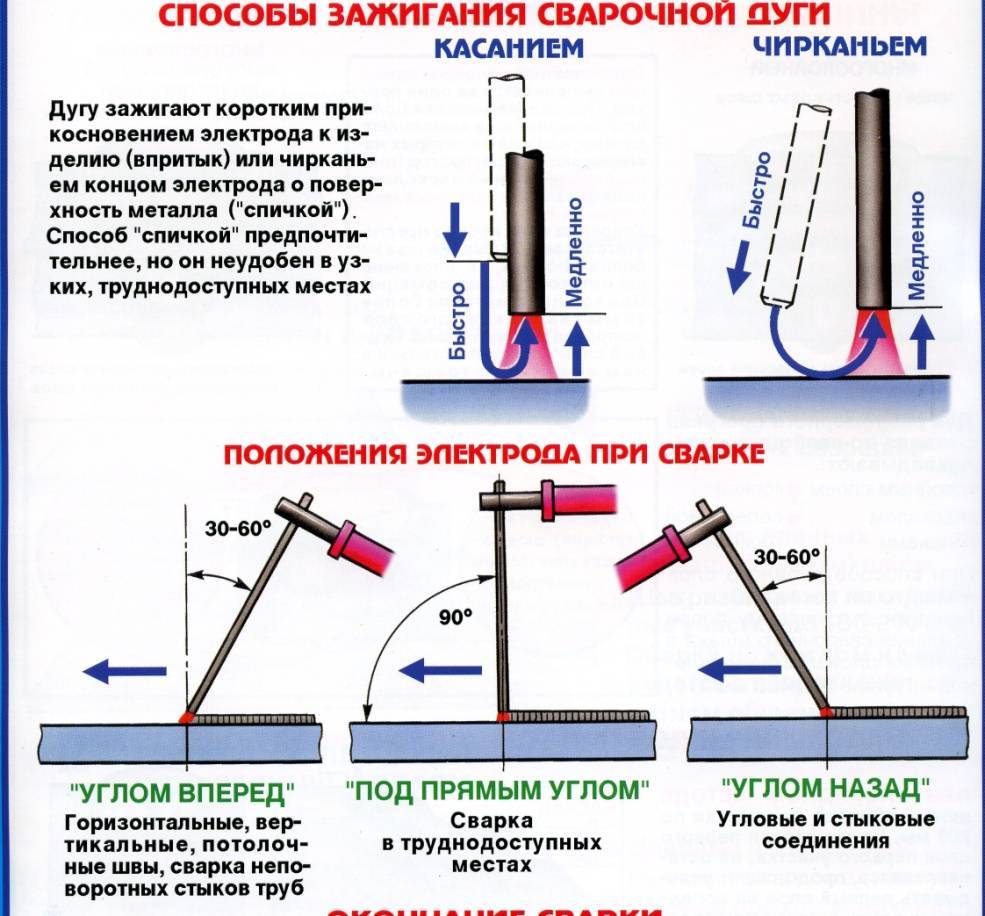
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной
Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика

Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Как правильно вести электрод и, под каким углом его держать
Скорость и угол ведения электрода по поверхности свариваемых деталей определяет не только качество шва, но и позволяет контролировать процесс сварки. Оптимальный подбор угла также обеспечивает удобство работы мастера, позволяет ему вести работы длительное время без усталости и с комфортом.
Углы обычно подбирают в диапазоне 30°-60°. Отсчёт угла зависит от следующих критериев:
- если требуется не перегревать металл и варить на минимальной температуре, угол выбирается по направлению вперёд;
- для сварки на максимально возможную глубину при выбранных параметрах тока, угол подбирается по направлению назад.
 Правильное расположение электродов над поверхностью свариваемых деталей. Стрелками указано направление перемещения и угол.
Правильное расположение электродов над поверхностью свариваемых деталей. Стрелками указано направление перемещения и угол.
Перемещение электрода над поверхностью соединяемых конструкций следует выполнять с учётом ряда критериев:
- заранее определяется схема перемещения электрода над металлическими конструкциями, чтобы в процессе сварки не было пауз или излишних наплавлений;
- от скорости перемещения электрода зависит, на какую глубину будет проплавляться металл;
- скорость перемещения определяется временем создания расплавленной ванны металла в точке расплава.
Сварщик должен самостоятельно определять траекторию и скорость перемещения электрода. Если состав металла неизвестен, то лучше потренироваться в подборе электродов, сваривая некондиционные детали с аналогичным составом. Благодаря такому подходу можно избежать множества ошибок.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток – в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Что такое «горячий старт»?
Горячий старт, хот-старт или Hotstart – это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину.



У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока.
У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»?
Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Что такое «форсаж дуги». Для чего он нужен?
Форсаж дуги, арк-форс, Arcforce или Arcforsing – если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока.
К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги.
В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Что такое «антиприлипание». Для чего нужна эта функция?
Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки – это не так. Залипанию электрода препятствует как раз функция Arcforce (арк-форс), о ней мы говорили выше. Когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т.к. вся обмазка с него осыпается.
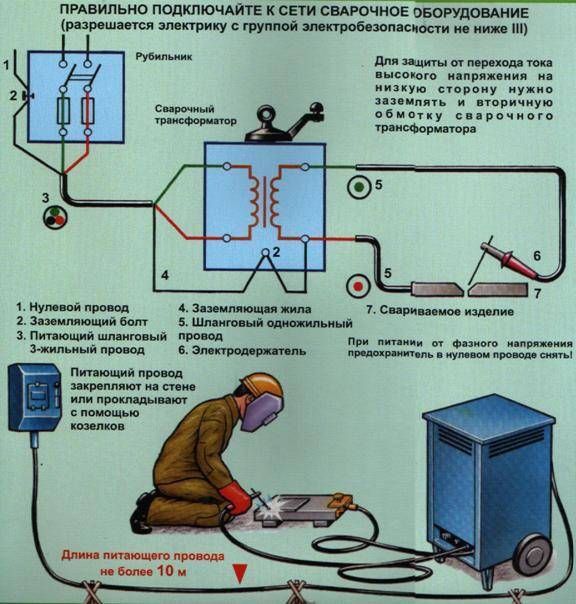
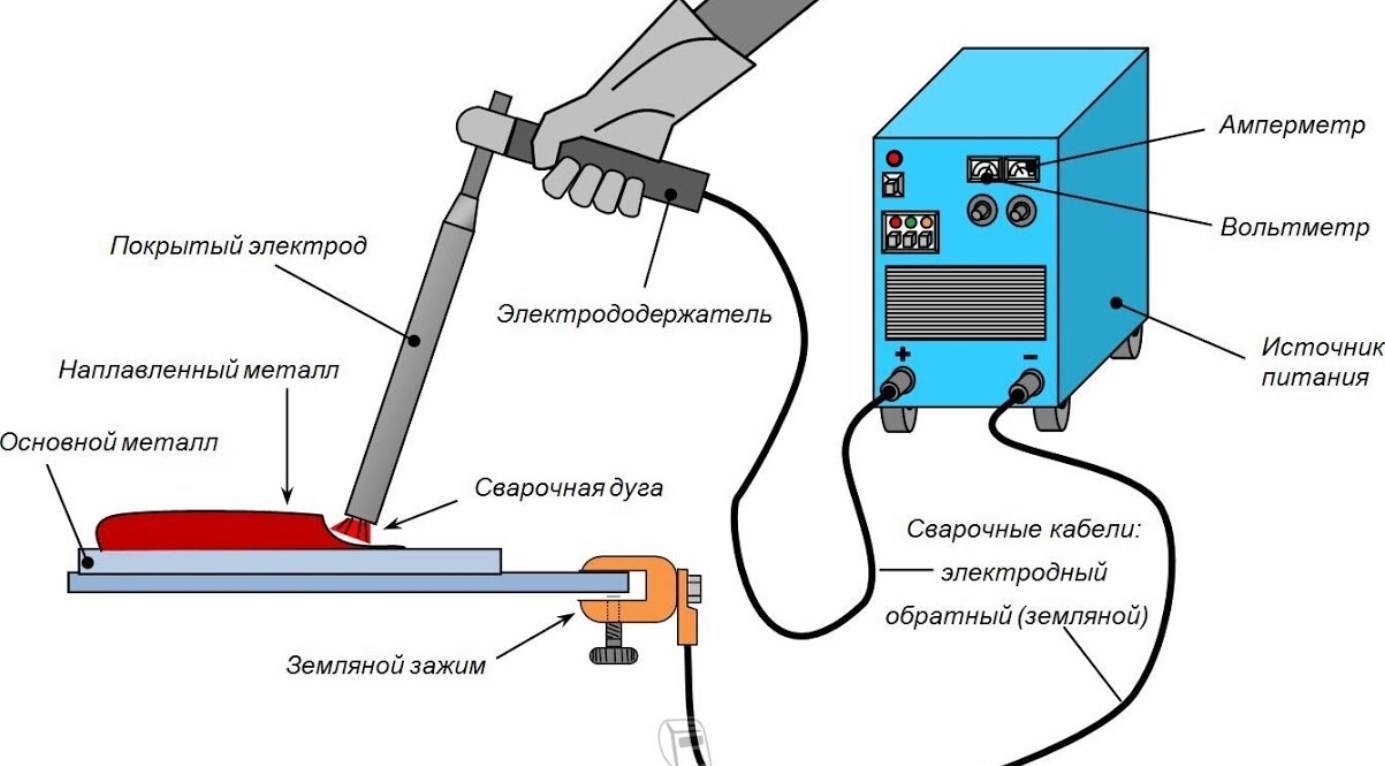
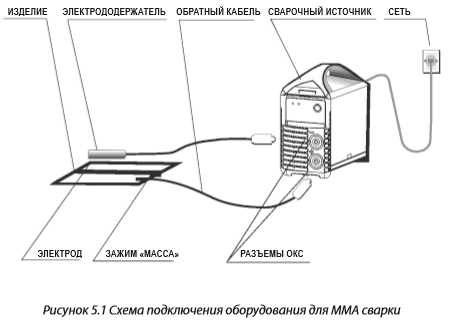
Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.

Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
Схема трансформатора с отдельным дросселем.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
С целью домашнего использования лучше всего узнать, как сделать мини сварку.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов
Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения
На переменном токе
Чтобы изготовить самодельные сварочные аппараты необходимо подобрать показатель напряжения, самое лучшее это 60 вольт, ток лучше всего регулировать от 120 до 160 ампер.
Можно самостоятельно определить значение сечения необходимого провода для изготовления первичной обмотки трансформатора, который должен подсоединяться к сети в 220 вольт.
Сечение по параметрам площади не должно быть больше 7 мм2, поскольку к вниманию стоит отметить возможный перепад напряжения и возможной дополнительной нагрузки.
Исходя из вычислений, оптимальным размером диаметра жилы из меди под первичную обмотку, который уменьшает действие механизма, является 3 миллиметра. При выборе алюминия для провода, сечение умножается на значение 1,6.
Стоит отметить, провода нужно обмотать тряпкой, поскольку они должны быть изолированы. Дело в том, что под увеличением температуры провод может расплавиться и возникнет короткое замыкание.
При отсутствии необходимого провода, есть возможность заменить его жилой немного тоньше, приматывая её парно. Однако необходимо помнить, что обмотка толщина увеличится, из-за чего размеры сварочного оборудования будут большими. Под вторичную обмотку применяют большой толщины провод с большим количеством жил из меди.
На постоянном токе
Электрическая схема сварочника на постоянном токе.
Некоторые сварочные аппараты работают при помощи постоянного тока. Благодаря такому агрегату можно сваривать чугунные изделия и конструкции из нержавеющей стали.
Чтобы создать своими руками сварочный аппарат постоянного тока может потребоваться не больше получаса. С целью преобразования самоделки с переменным током, нужно, чтоб вторичная обмотка была подключена с выпрямителем, который собирается на диоде.
В свою очередь, диод должен выдерживать ток с 200 ампер и обладать хорошим охлаждением. Чтобы подровнять значение тока можно воспользоваться конденсаторами, имеющие определенные характеристики и особенности напряжения. После этого агрегат собирается последовательно по схеме.
Дроссели используют в регулировке тока, а контакты, чтоб присоединить держатель. Дополнительные детали используются в передаче тока от внешнего носителя на место сваривания.
Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком
Излучение может вызвать ожог роговицы глаз
Тщательно подготовьтесь без экономии на экипировке и оборудовании
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.






Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.
Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.