Критика и проблемы
Медленно и без гарантий: печать довольно медленная, недостаточно точная. Огромная проблема в любительских принтерах — брак. Например, деталь может отклеиться от подложки прямо во время печати, и произойдёт ад. Или моторы раскалибруются, и сопло начнёт промазывать мимо нужных мест.
Низкая эффективность: чтобы напечатать деталь 10 × 10 см, нужен принтер размером как минимум 50 × 50 см, который будет стоить несколько сотен долларов.
Не самые прочные материалы: 3D-печать пока что ограничена пластиками и смолами. Есть отдельные технологии печати на базе металлического порошка, но если вам нужна стальная деталь — вам нужен не 3D-принтер, а нормальный токарь и станок. Но на станке можно сделать не всякую деталь.
Не всегда понятно зачем. В промышленности 3D-принтеры используют для прототипирования, но в массовом производстве эти технологии не используются. Для домашнего применения тоже неясно: на 3D-принтерах печатают маленькие пластиковые штучки для любительских проектов… и всё. Очень мало случаев, когда обычный человек мог бы захотеть напечатать у себя дома что-то применимое в хозяйстве.
Как работает и печатает
Создание модели
После сборки и настройки (калибровки) необходимо создать печатаемую трехмерную модель в 3D-редакторе.
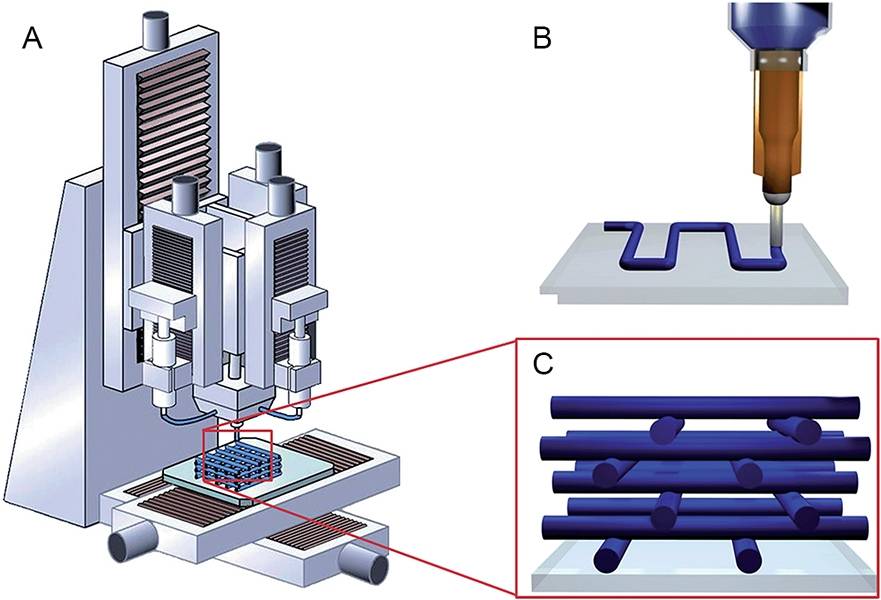
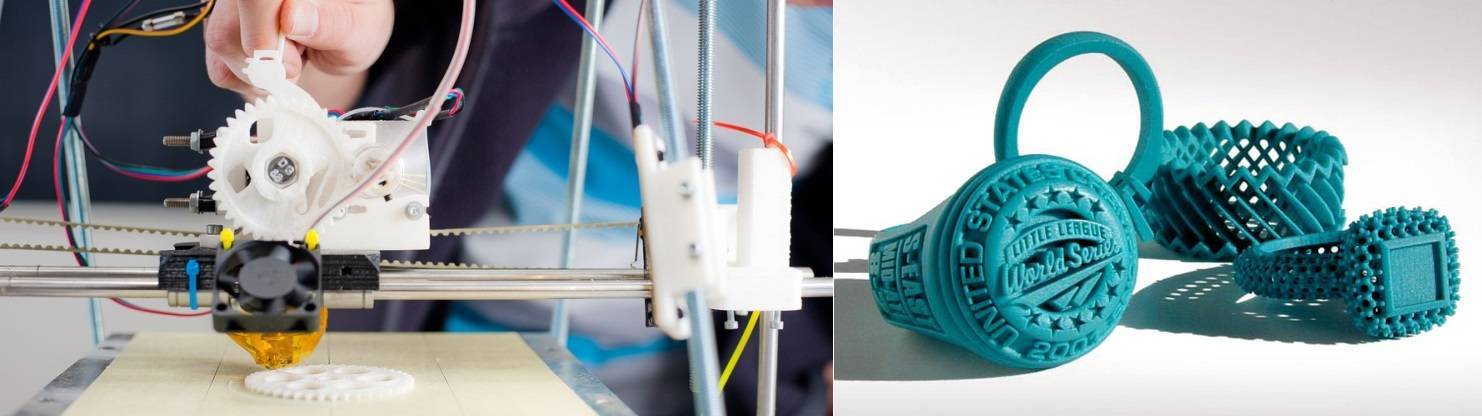
- 3D-моделирование. В программе для трехмерного моделирования создается модель. Крупные прототипы, которые не поместятся в камеру принтера, делятся на несколько помельче. Трехмерная модель отправляется в программу-слайсер для формирования G-кода.
- G код. Слайсер – приложение для автоматической подготовки цифровой модели в формате STL к печати на 3D-принтере – генерирования G-кода. Слайсер нарезает модель на слои и описывает движения печатающей головки и ее действия, необходимые для формирования прототипа. На основе G-кода печатающая каретка передвигается по заданной траектории, а сопло наносит материал в указанные моменты.
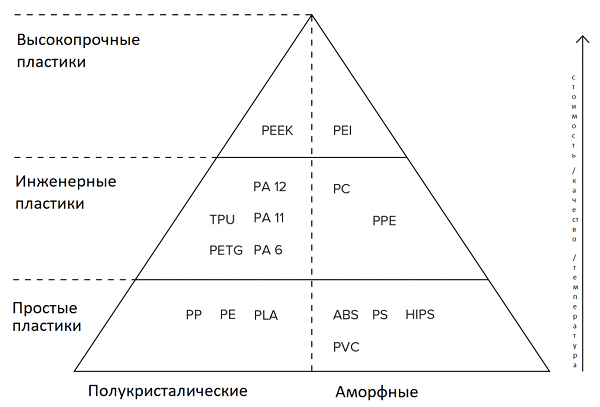
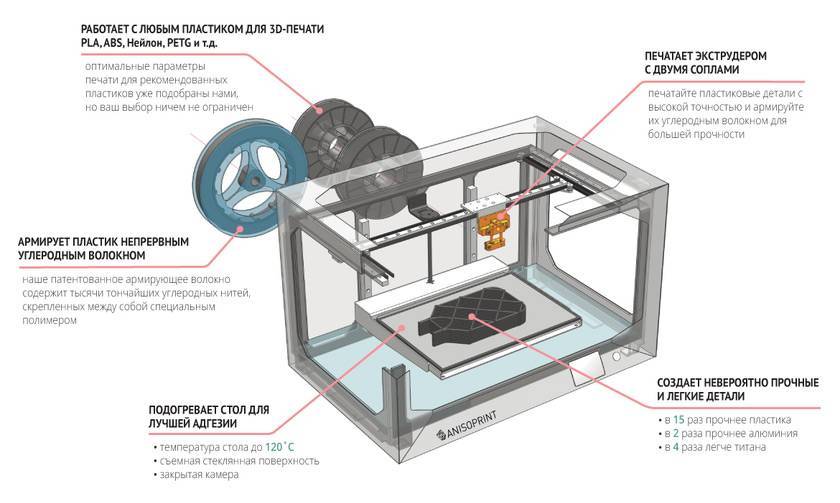
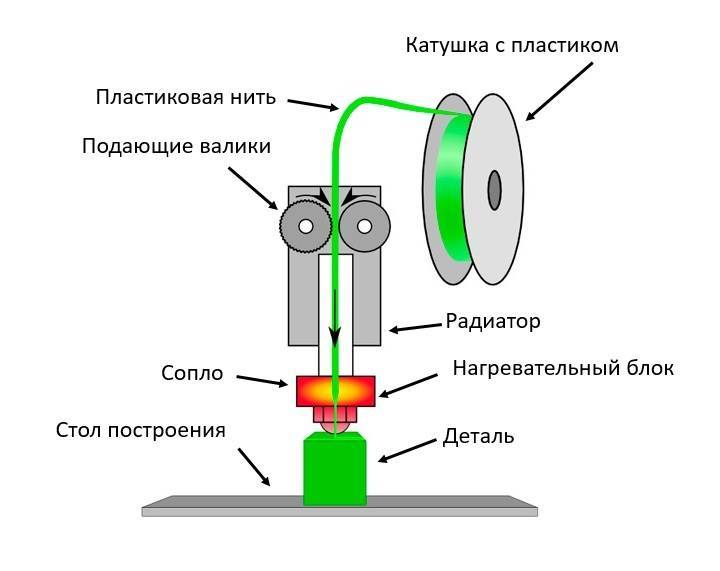
Материалы, используемые при 3D-печати по технологии FDM
Самые распространенные филаменты (расходные материалы), используемые для FDM-принтеров, — термоплавкие полимеры (пластики ABS и PLA). Они дешевые и достаточно прочные. Температура плавления ABS и PLA филаментов невысока — до 210⁰С, благодаря этому их можно использовать в простейших бытовых моделях принтеров.
Существенный недостаток ABS-пластика — значительная усадка готового изделия. Для того, чтобы уменьшить термическую деформацию, для ABS-полимера используют принтеры с закрытой рабочей камерой и подогревом рабочей платформы. Благодаря этому остывание изделия происходит медленнее, и заметной усадки не происходит.
Важно! Для изготовления изделий, контактирующих с продуктами питания, применяют PLA-пластик на основе растительного сырья. Он не токсичен, но быстро приходит в негодность (срок службы модели не превышает 2 лет).. Другие расходные материалы, используемые в 3D-принтерах, значительно дороже, но обладают ценными потребительскими свойствами, их применяют для создания деталей с заданными характеристиками (прочность, устойчивость к температурному воздействию и химически агрессивным веществам):
Другие расходные материалы, используемые в 3D-принтерах, значительно дороже, но обладают ценными потребительскими свойствами, их применяют для создания деталей с заданными характеристиками (прочность, устойчивость к температурному воздействию и химически агрессивным веществам):
PC (поликарбонат). Применяется в офтальмологии (для изготовления линз). Благодаря высокому коэффициенту светопропускания используется в качестве аналога стекла. Плавится при температуре 250-300⁰С, что нужно учитывать при выборе принтера. В среднем в три раза дороже ABS-пластика.

PVAAc (поливинилацетат). Растворяется в воде, плавится при температуре 165-170⁰С. Один из наиболее популярных материалов поддержки, легко удаляется с готового изделия.

PETT (полиэтилентерефталат). Расходный материал высокой прочности для создания важных конструктивных деталей. Температура плавления 200-220⁰С, слои изделия быстро спекаются. Желательно использовать рабочую платформу с подогревом до 75⁰С.

- Термоэлластопласты. Разнообразные полимеры с добавлением каучука. Используются для печати прочных, устойчивых к внешнему воздействию деталей.
- Нейлон. Прочный, пластичный, химически устойчивый материал. Плавится при температуре около 250⁰С. При нагревании не выделяет токсичных паров, но сильно впитывает воду. Используется для создания прочных деталей и деталей с небольшим удельным весом.

Справка! В качестве расходного материала для FDM-принтера могут использоваться не только полимеры, но и любые плавкие и пластичные вещества (например, воск или металл), в виде нити намотанные на катушку.
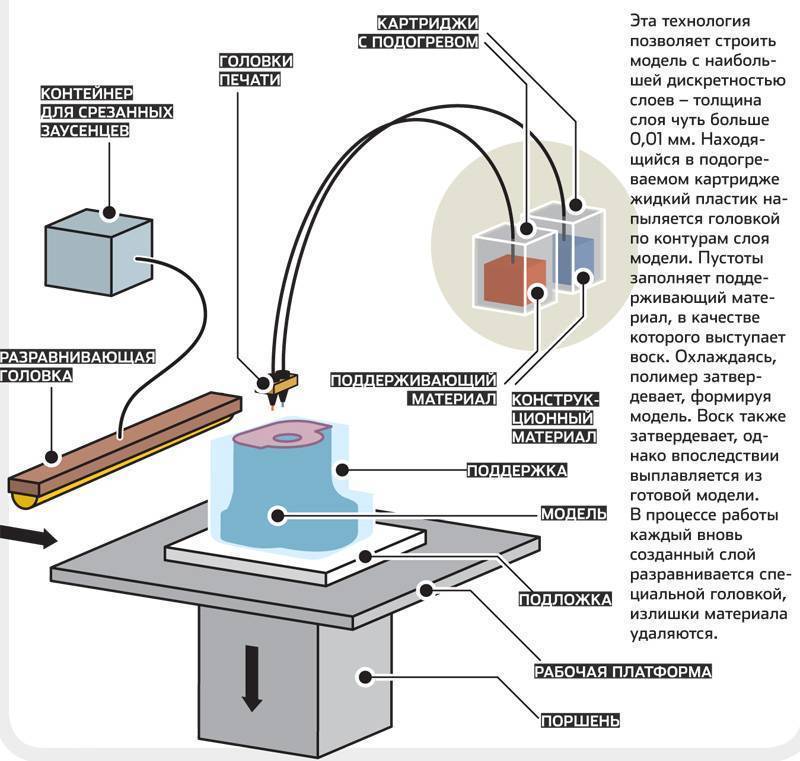
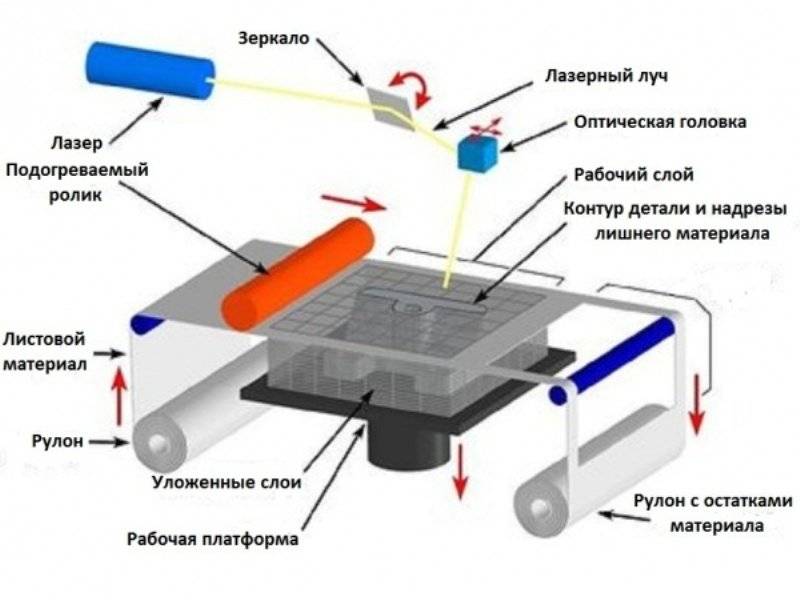
Облучение ультрафиолетом через фотомаску
Облучение ультрафиолетом через фотомаску – оно же Solid Ground Curing или SGC предполагает создание готовых моделей из слоёв распыляемого на рабочую поверхность фоточувствительного пластика. После нанесения тонкого слоя пластика он через специальную фотомаску с изображением очередного сечения обрабатывается ультрафиолетовыми лучами. Неиспользованный материал удаляется при помощи вакуума, а оставшийся затвердевший материал повторно облучается жёстким ультрафиолетом. Полости готового изделия заполняются расплавленным воском, который служит для поддержки следующих слоёв. Перед нанесением последующего слоя фоточувствительного пластика предыдущий слой механически выравнивается.
Технология облучения ультрафиолетом через маску
До недавнего времени 3D принтеры с технологией облучения УФ-лампой через фотомаску выпускала компания Cubital Inc, но в настоящее время производство таких машин прекращено.
Точность создания прототипов различными 3D принтерами находится в диапазоне между 0,05 мм и 0,2 мм по каждой координате. Точность создания прототипов увеличивается при уменьшении толщины слоя, но при этом падает скорость печати и повышается её себестоимость. В свою очередь, себестоимость прототипа зависит от его объёма. В зависимости от выбранной технологии 3D печати цена 1 см3 модели составляет от 1$ США до 5$ США.
18 Февраля 2013
Грунтовка перед покраской 3D модели
Грунтовка для 3D печати представляет собой особый вид краски, которая поставляется в нейтральных тонах. предназначена для создания однородной поверхности, к которой легко будет приклеиваться краска. Выпускается как в жидком виде (под кисть), так и в виде аэрозольного спрея. Выбирая грунтовку для 3D печатной модели, лучше использовать спрей. Это позволит равномерно покрыть поверхность принта, и исключит необходимость использования кисти, которые могут оставлять заметные следы. Какую краску выбрать для 3D-печати? Для достижения лучших результатов, нужно использовать грунтовку (и краску), которые совместимы с данным типом пластика и имеют туже марку. Использование высококачественного грунтовочного наполнителя, такого как Krylon и Montana будет отличным выбором. Перед использованием, хорошо встряхните содержимое баллона, вращая его круговыми движениями в течении 2-3 минут


Это очень важно, так как без встряхивания, на поверхности вашего принта будут появляться пузырьки. Распыление можно начинать после того, как вы поймете, что металлический шарик, находящийся внутри баллона начнет двигаться плавно
При распылении держите баллон на расстоянии 15-20 см от поверхности принта. Распыляйте короткими, быстрыми движениями. Начинайте распыление вначале объекта и заканчиваете в конце. Двигайтесь быстро, при необходимости вращая 3D модель. Старайтесь избегать чрезмерного распыления. Цель заключается в нанесении очень тонкого слоя, который в последствии будет наращиваться. Как только начальный слой высохнет, начинайте напыление второго. Как и в случае с наждачной бумагой, не торопитесь и старайтесь и по возможности используйте круговые движения. Главная цель грунтования – получение одинаковой, равномерной поверхности. После того как вы отшлифуете и отполируете грунтовочный слой, можно переходить к покраске. Сам процесс покраски состоит из трех отдельных этапов – грунтовка, верхнее покрытие и прозрачное покрытие. Как и в случае с грунтованием, краску лучше использовать аэрозольную. Это даст больший контроль равномерности и толщины слоя. А так же позволит избежать появления следов от кисти. Идеально будет краска, которая наносит слои с минимальной толщиной. Одним из лучших вариантов будет – Tamia. Покрасочные материалы Тамия разработаны специально для моделлеров и радиолюбителей. Это делает ее отличным выбором для финишной покраски 3D моделей.
Робототехника
Протезы мы уже упомянули, а как насчет полноценных роботов? Легко. Вариантов на самом деле великое множество, но разработка компании Siemens интересна тем, что в ее основе лежат 3D-печатные роботы, выполняющие роль 3D-принтеров! По задумке создателей, такие устройства должны выполнять роль производственного роя подобно муравьям или пчелам. Группа машин следует общим алгоритмам, распечатывая новые объекты с помощью бортовых 3D-принтеров.

Работают такие «робопауки» на аккумуляторах, запоминая свое положение в пространстве и относительно друг друга.
Когда аккумуляторы разряжаются, робот-паук вызывает полностью заряженного сменщика, а сам уходит на отдых и подзарядку. Разработчики считают, что промышленная версия такого роя сможет заниматься производством поистине крупногабаритных объектов вроде зданий или корпусов кораблей.
Плюсы и минусы металлического порошка
Как и свойственно металлам, их порошок после преобразования в форму будет обладать высокой прочностью. При этом детализация объекта доступна на достойном уровне, вплоть до 0,025 мм. Устойчивость к высоким температурам позволяет использовать модели в самых разных отраслях. После того как изделие вышло из строя или по ненадобности его можно переплавить.
Что касается минусов, то есть всего один, но довольно существенный. Технология 3Д-печати металла очень сложна. Поэтому оборудование, как правило, стоит дорого.
К тому же организовать такое производство в бытовых условиях будет затруднительно.
— Но зачем мне 3D-печать? Что я могу с ее помощью сделать, ведь я не произвожу болты и не отливаю статуи?
В том то и дело, что ничего. Откровенно говоря, необходимость 3D-печати для нас с вами пока слишком преувеличена.
Эта технология может принести ощутимую пользу разве что малому бизнесу и индивидуальным предпринимателям, например ювелирам, архитекторам или промышленным дизайнерам.

Напечатанные на 3D-принтере ювелирные украшения индивидуального дизайна
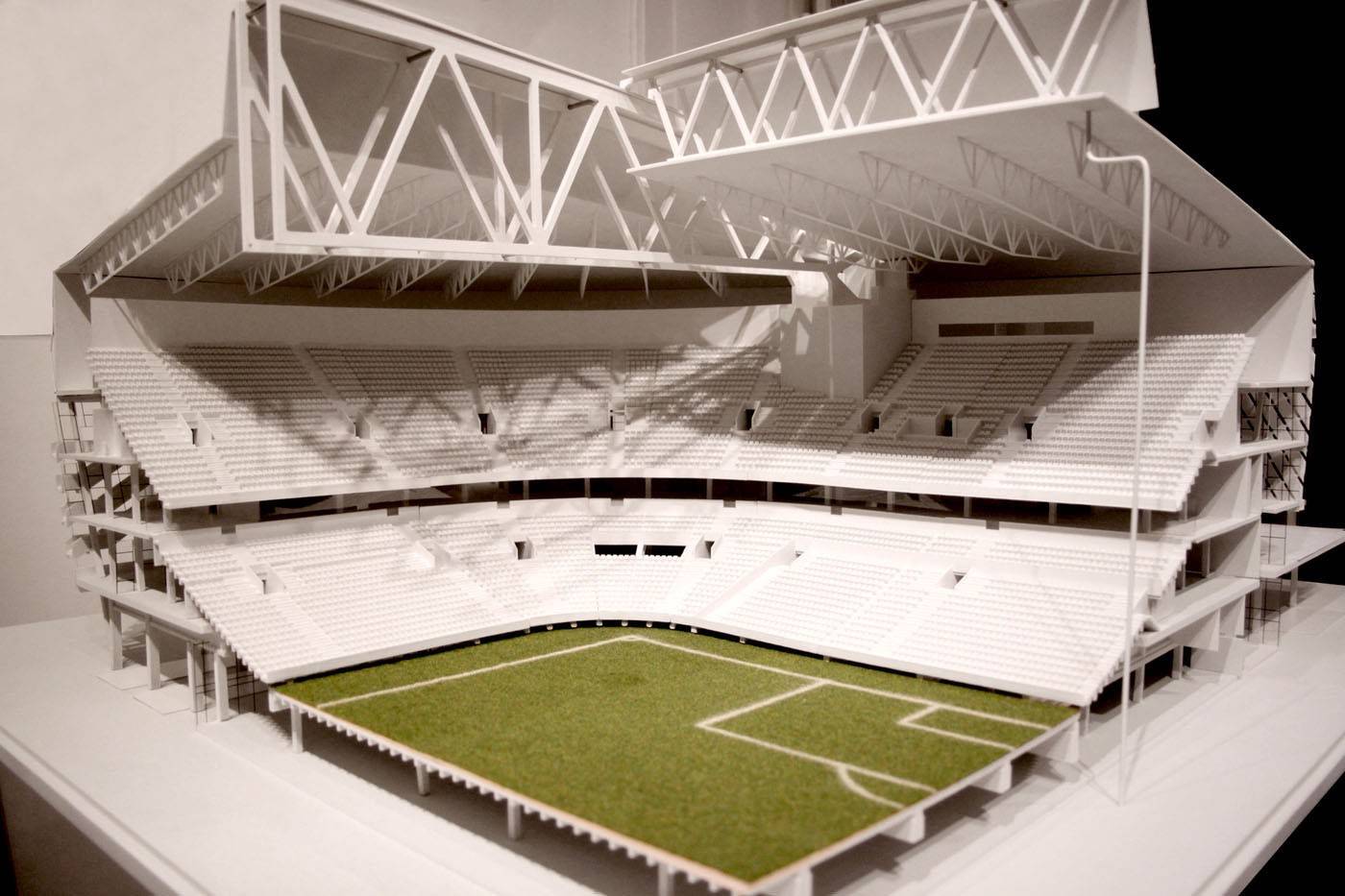
Архитектурный макет, напечатанный на 3D-принтере
Основным аргументом производителей для продвижения трехмерных принтеров на потребительском рынке является возможность создавать уникальные и эксклюзивные вещи. К сожалению, на сегодняшний день этого аргумента недостаточно для того, чтобы в каждом доме появился свой собственный 3D-принтер.
Мы живем во времена рассвета таких компаний как IKEA, H&M, Walmart и многих других. Они позволяют каждому из нас купить все, что нам нужно за минимальную стоимость. Изготовление этих же вещей на 3D-принтере было бы неоправданно дорогим. Да и тратить свое время на это может позволить себе разве что очень увлеченный энтузиаст.
Выбор правильной нити 3D-печати: ABS против PLA
ABS (Acrylonitrile Butadiene Styrene) был самым популярным пластиковым материалом, используемым в 3D-печати, до появления PLA. Однако он все еще широко используется в качестве сборочного материала для настольных 3D-принтеров.
ABS накаливания Особенности:
- Общая температура печати: от 220 ° до 250 °
- Физические свойства: очень прочный, может быть отшлифован, глянцевая поверхность
- Гибкость: низкая гибкость, незначительный изгиб
- Доступные цвета: большое разнообразие. Различные цвета и оттенки могут быть получены путем добавления цветного пигмента в сырой пластик. Кроме того, даже бесцветный
- АБС-напечатанный предмет может быть позже окрашен в любой цвет, который хочет пользователь
- Цена: дешево
- Экологичность: не биоразлагаемый, токсичный, потенциально огнеопасный
- Запах: плохо пахнет и выделяет токсичные пары при высоких температурах
Технические характеристики ABS для 3D-печати
- Плотность: 1,05 г / см3
- Предел прочности на разрыв: 30 МПа (2400 МПа (23 ° C)
- Прочность на удар: 130 (при 23 ° C), 100 (при? 30 ° C) кДж / м2
- Модуль напряжения: 1627 МПа
- Модуль напряжения при 23 ° С: 1700 — 2930 МПа
- Модуль изгиба: 1834 МПа
- Коэффициент удлинения: 6%
- Электрическая прочность: 12-15 мВт / м
- Влагопоглощение: 0,2-0,4%
- Температура стеклования: ~ 100 ° C
- Температура плавления: ~ 220 ° C
- Температура самовоспламенения: ~ 395 ° С
Параметры печати
О скорости пока речь и не идёт. Понятно, что создание одного объекта займет далеко не один час работы принтера, поэтому выбор 3D-принтера сегодня состоит в выборе между параметрами и решении, насколько тот или иной параметр важен.
И самый главный из них — разрешение печати. Здесь под этим понятием подразумевается минимально допустимая высота слоя материала, с помощью которого может печатать данный 3D-принтер. Разрешение печати принято обозначать в микрометрах (мкм, микрон, тысячной доле миллиметра). Понятно, что чем тоньше слои, тем меньше заметен переход между ними: в итоге поверхность объекта более гладкая, а детали — более выразительные. Обратная сторона высокого разрешения — увеличенное время печати, большая нагрузка на печатающие механизмы и быстрый износ. Разрешение печати зависит от технологии работы принтера, точности печатных механизмов, выбранного материала и настроек приложения.
На сегодняшний день самый точный 3D принтер может печатать с высотой слоя в 50 мкм.
Вторая важная характеристика — рабочий объём (он же — «область печати» или «зона печати»). От него зависит размер напечатанного объекта. Фактически он обозначает зону досягаемости (охвата) печатающей головки принтера в трех плоскостях.
Третий пункт — какими типами пластиковых нитей может печатать принтер. Самыми распространенными на сегодняшний день являются ABS (акрилонитрилбутадиенстирол) и PLA (полилактид). Некоторые принтеры могут печатать обоими типами, некоторые — только одним из них. Но кроме этих двух типов есть и другие (ещё парочка самых распространенных — HIPS — ударопрочный полистирол и PVA — поливинилацетат), и все они обладают рядом физико-химических характеристик: растворимость в воде, гибкость, структура и запах, прочность и даже свечение в темноте. Возможность печати тем или иным пластиком обуславливается наличием/отсутствием подогрева платформы (который в идеале должен присутствовать), рабочим диапазоном температур экструдера (нагревательный элемент, который плавит пластик) и конструкцией камеры для печати. В идеале лучше всего выбирать принтер с максимальным количеством поддерживаемых нитей, чтоб не ограничивать себя — как сейчас, так и в будущем.
А последний пункт, как ни странно, — страна-производитель. Сейчас на российском рынке можно найти модели из США и Европы, китайские и российские. Американские и европейские модели зачастую завозят в Россию небольшими партиями, а сами компании-производители не имеют официальных представителей в России. Качество китайских моделей на порядки отстаёт от всех прочих, понятное дело, и тут выигрыш идёт больше уже в цене.
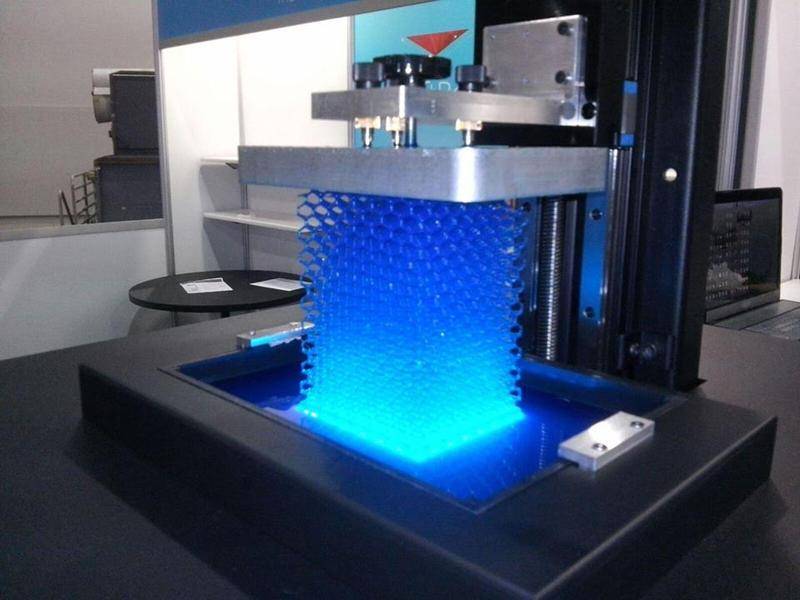
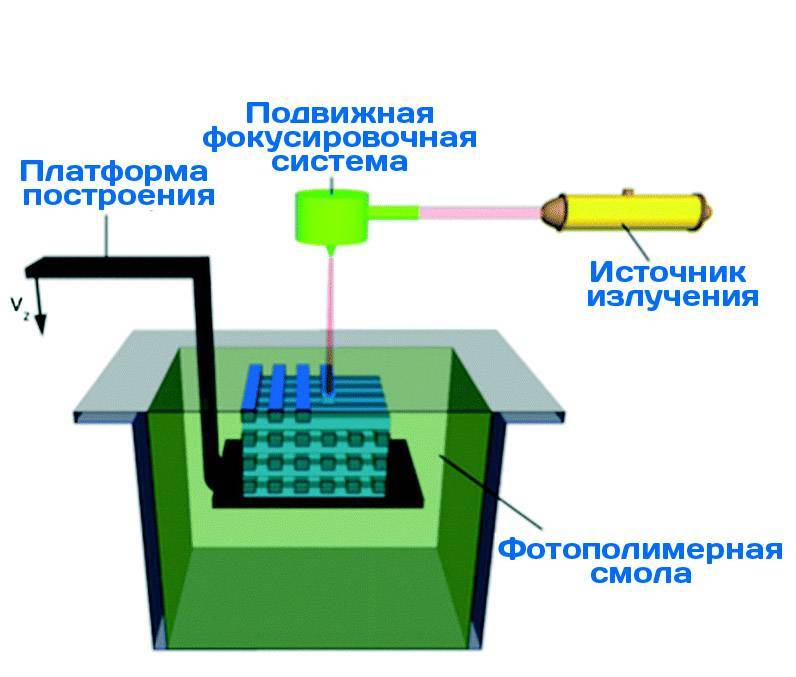
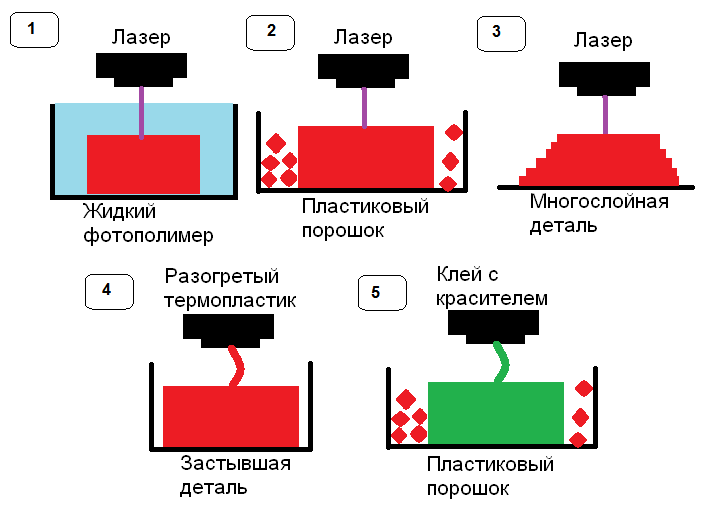
Фотополимер для печати на 3д принтерах
Для изготовления объектов в этом случае используются жидкие фотополимеры. Интересен принцип создания фигурок. Ориентируясь на компьютерную модель, ультрафиолетовый лазер будет засвечивать определенные места. В дальнейшем они будут затвердевать под действием ультрафиолета. Такая засветка будет осуществляться и через специально подготовленный фотошаблон – только здесь будет применяться ультрафиолетовая лампа. Шаблонная заготовка будет меняться с каждым новым слоем.
Если техника выбрана стереолитографическая, то можно наслаждаться высокой точностью выполнения объемной печати. Единственный минус – низкая скорость работы, но если точность является актуальным показателем, то на время выполнения не обращают внимания.
Подобрать 3D-принтер под ваши задачи
Даже самые лучшие дешёвые 3D–принтеры потребительского уровня способны печатать объекты, размеры которых не превышает размера буханки хлеба, а более дешевые модели обладают ещё более скромными возможностями: обычно пространство для печати измеряется несколькими сантиметрами для каждой из сторон. Однако такие принтеры способны создавать объекты удивительной прочности, гладкости и чёткости, а это может очень пригодиться в домашних условиях, как для изготовления оригинальных крючков для одежды и солонок для соли, так и специфических деталей и запчастей, которые трудно найти в продаже.
Принтеры из акриловых деталей (оргстекла), которые в большом ассортименте можно встретить на прилавках Aliexpress, в действительности являются не более чем одноразовыми игрушками. Недолговечная пластиковая конструкция способствует образованию люфтов, косяков и проблем. Если вы серьезно относитесь к своему хобби, или 3D-принтер приобретается как профессиональный инструмент, лучшим выбором для начала знакомства с 3D-печатью будут примеры из этой статьи.
Какой 3D-принтер лучше выбрать для бытового использования?
Забегая наперед, отметим, что пока стоимость бытовых 3D-принтеров остается относительно высокой, но в дальнейшем имеем все шансы наблюдать удешевление технологии. Вспомните, когда появились мобильные телефоны, они также были доступны только очень богатым людям.





Цели использования домашнего 3Д-принтера могут быть совершенно любыми: от простого баловства и знакомства с новой технологии до печати полезных в хозяйстве мелочей и моделей-прототипов для бизнеса
В любом случае, при выборе обращайте внимание на такие ключевые характеристики устройства:
разрешение печати (точность печати) – это минимально возможная высота слоя, которую может напечатать принтер. Обозначают разрешение в микрометрах (тысячная доля миллиметра). Чем меньше высота слоя, тем менее заметным будет переход между ними, и тем более гладкой будет поверхность печатаемого объекта. С другой стороны, чем меньше слой, тем больше времени принтеру понадобится на печать и тем выше нагрузка на все его элементы. Разрешение зависит от технологии (SLA позволяет печатать точнее, чем FDM), точности работы печатающих головок, настроек программного обеспечения и выбранного материала для печати;
- скорость печати напрямую зависит от точности: чем выше точность, тем меньше скорость выращивания модели.
- область печати говорит о том, какого размера объект можно напечатать на принтере. Другими словами, это зона возможной досягаемости печатающей головки по горизонтальным осям X и Y, а также по вертикальной оси Z. Обычно область печати выражают тремя цифрами – это высота, длина и ширина условного параллелепипеда (например, 20*30*30 мм). У дельта-принтеров область печати имеет форму цилиндра, поэтому указывается его высота и диаметр;
- тип используемых для печати пластиков. В бытовых условиях используются именно пластики, и это могут быть ABS и PLA пластики, некоторые модели могут печатать обоими видами материалов. Возможность печати тем или иным типом пластиков объясняется наличием или отсутствием подогрева платформы. Если вы пока не решили, чем будете печатать, то лучше выбрать модель, которая поддерживает максимальное количество материалов;
- страна-производитель. Европейские страны и США производят качественные, но дорогие устройства, завозятся в небольших количествах, сервисное обслуживание затруднено. Китайские устройства стоят недорого, качество часто оставляет желать лучшего, но для того, чтобы побаловаться, такие принтеры пойдут. Есть еще принтеры российского производства: при неплохом качестве они радуют возможностью сервисного обслуживания.
ПЛА-пластик
Данный вид материала для печати на 3D-принтере состоит из полилактида. Он является биоразлагаемым веществом и содержит в себе молочную кислоту. Производится данный материал из кукурузы или сахарного тростника.
Натуральность ПЛА-пластика не ограничивает его применение в любой области.
Плавится ПЛА при температуре свыше 170 градусов. Однако для размягчения достаточно уже и 50. Значения прочности на разрыв и изгиб — 57,8 и 55,3 МПа соответственно. Размер, при котором возможно создание детали, — 0,3 мм, что позволяет придать модели высокую точность исполнения.
У ПЛА-пластика практически отсутствуют серьёзные отрицательные стороны. Разве что повышенная хрупкость и недолговечность. А положительные выглядят следующим образом:
- нетоксичность, возможно применение в пищевых отраслях и производствах;
- обладает широкой цветовой гаммой, что позволяет реализовать самые смелые творческие замыслы;
- отпадает необходимость в применении нагретой платформы при создании модели;
- гладкая поверхность готового изделия;
- высокая детализация и качество печатаемой продукции.
— Тогда почему я о ней услышал совсем недавно, если ей почти 40 лет?
У любой технологии есть цикл зрелости — процесс ее становления от появления до исчезновения. Этот процесс может растягиваться на десятилетия и зависеть от многих факторов.
Сегодня промышленная 3D-печать вошли в стадию активного применения. Ее все больше начинают использовать в тех областях, где ранее она была недоступна. 3D-печать постепенно избавляется от прежних проблем, появляются новые материалы и разработки.
Один из вариантов использования 3D-печати в будущем для протезирования и печати человеческих органов.
Пример использования трехмерной печати в судостроении. Статуя была напечатана на 3D-принтере из фотополимера, после чего покрашена и установлена на корабле.
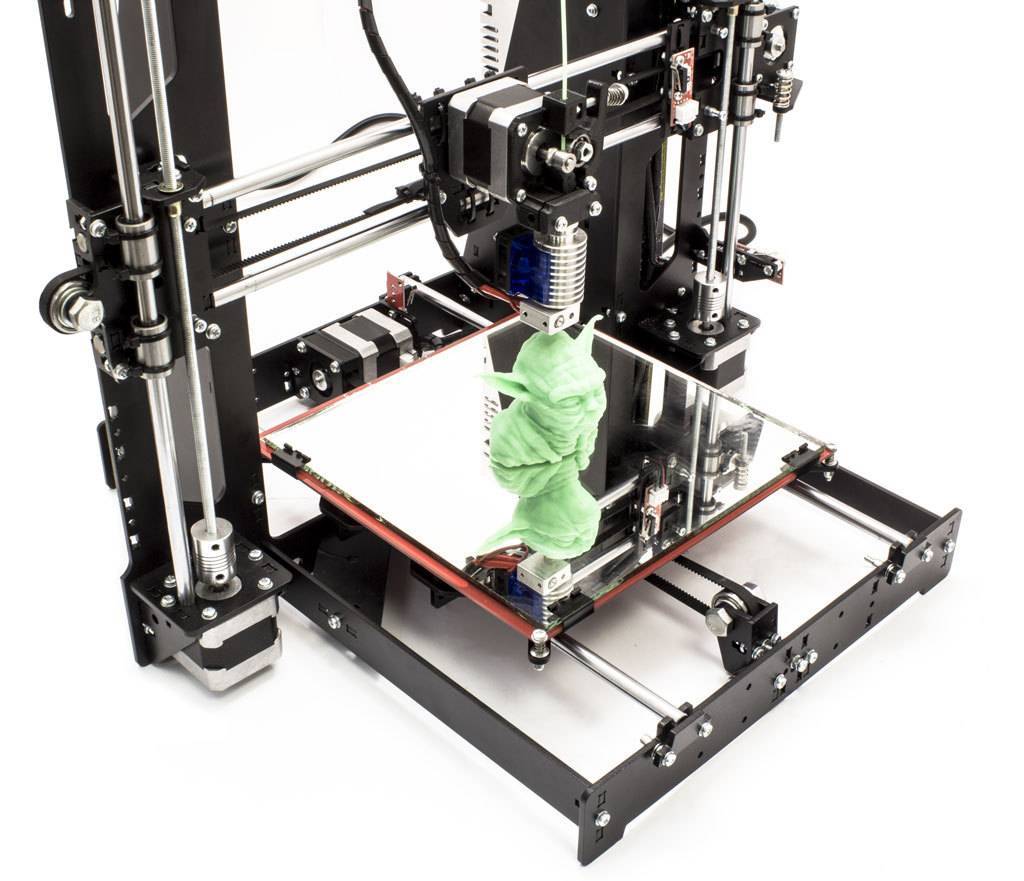
Одновременно с этим, появляется оборудование другого типа, предназначенное для домашнего использования. Производители смогли адаптировать некоторые технологии печати к потребительскому сегменту и сделать их доступными каждому.
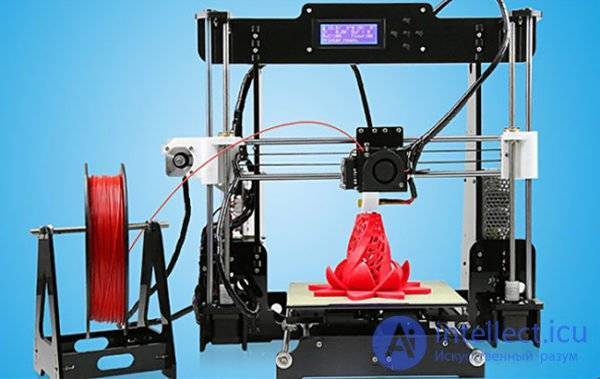
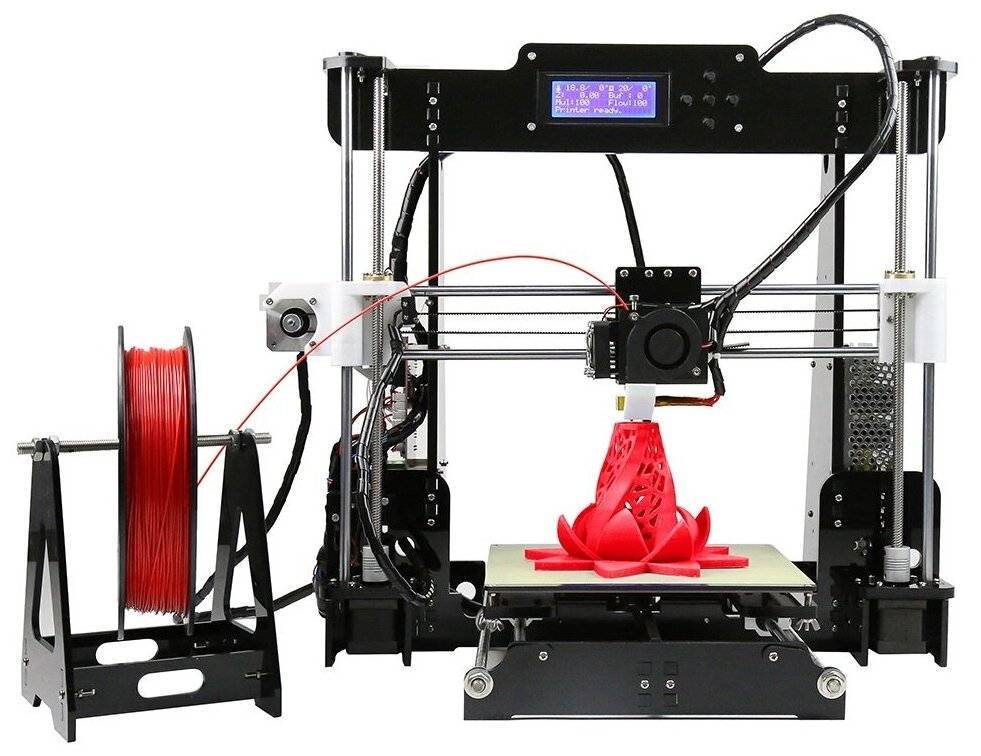
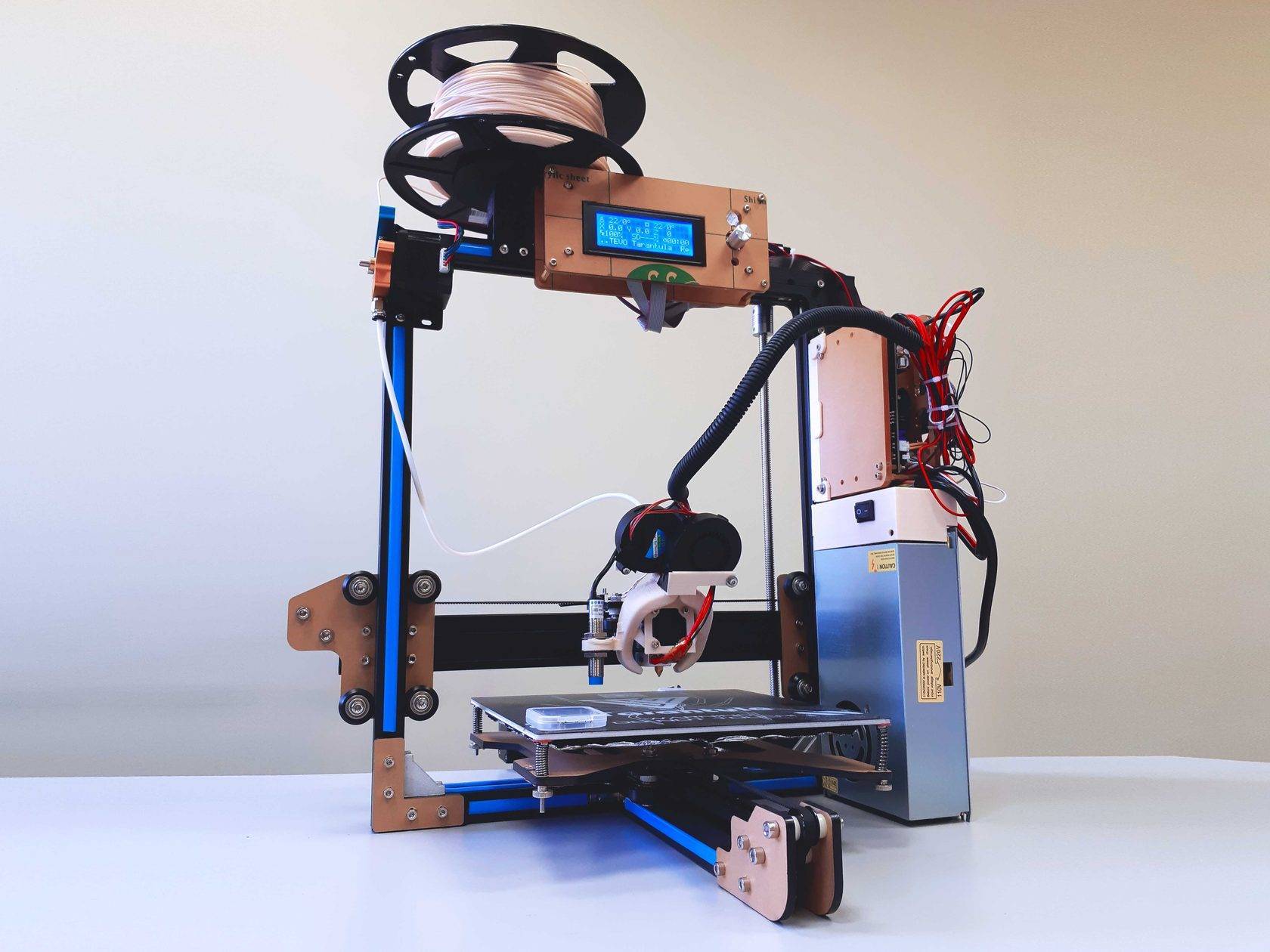
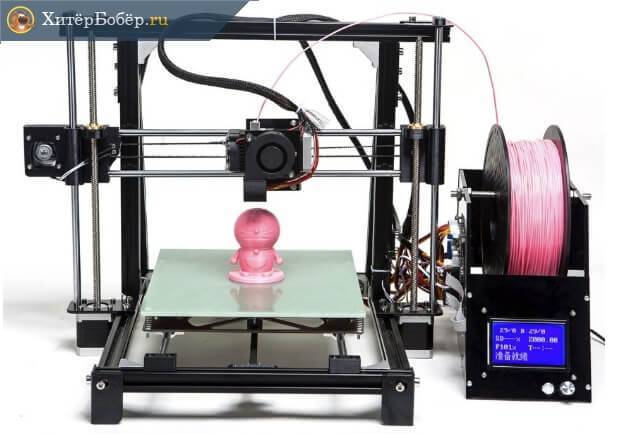
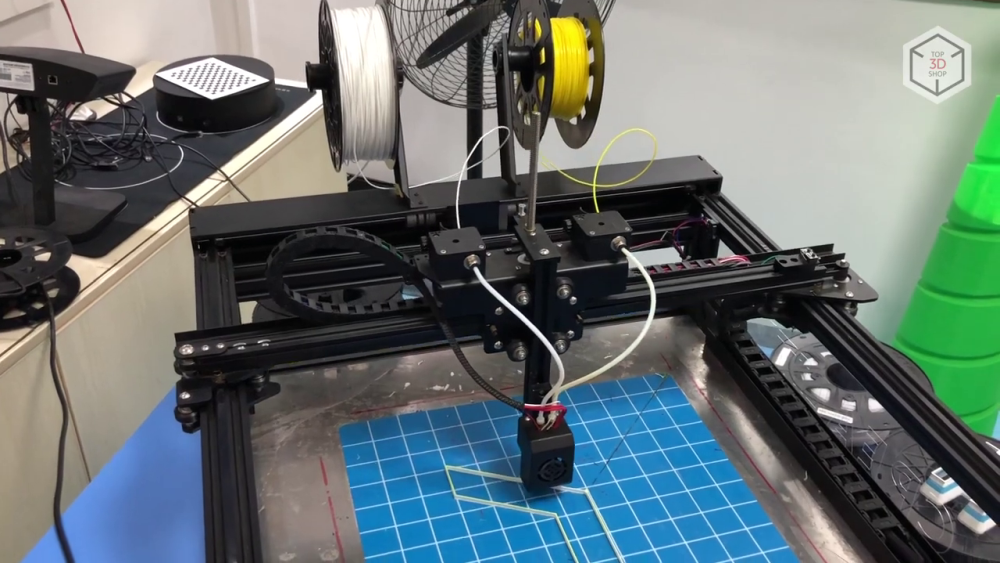
Типичный представитель доступных трехмерных принтеров, который можно использовать в домашних условиях
Где применяют 3D-печать
В основном в профессиональных сферах.
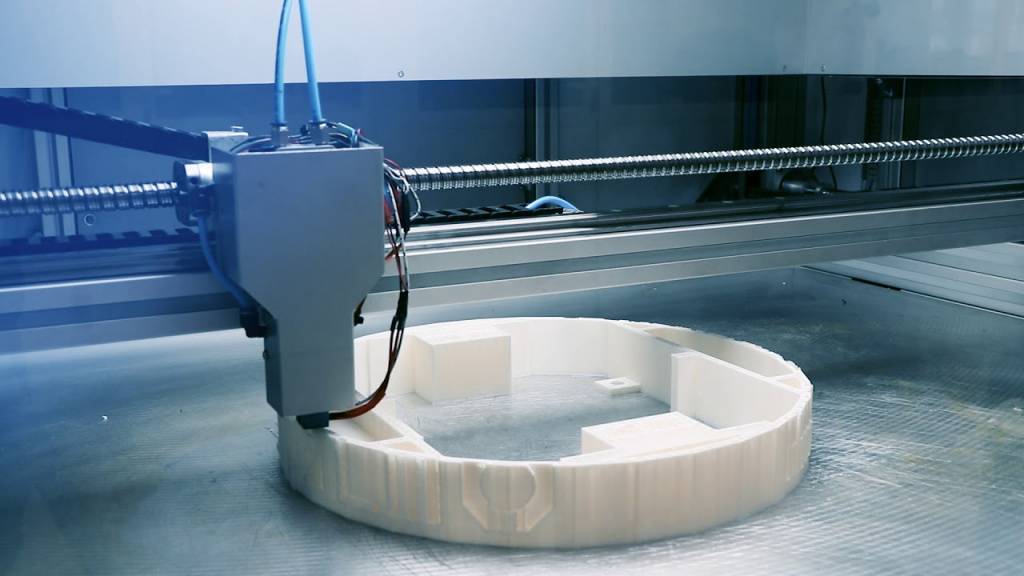
Строительство. На 3D-принтерах печатают стены из специальной цементной смеси и даже дома в несколько этажей. Например, Андрей Руденко еще в 2014 году напечатал на строительном принтере замок 3 × 5 метров. Такие 3D-принтеры могут построить двухэтажный дом за 20 часов.
Медицина. О печати органов мы уже упоминали, а еще 3D-принтеры активно используют в протезировании и стоматологии. Впечатляющие примеры — с помощью 3D-печати врачам удалось разделить сиамских близнецов, а кошке без четырех лап поставили протезы, которые напечатали на принтере.
Подробнее о 3D-принтинге в медицине можно узнать в статье издания 3D-Pulse.
Космос. С помощью трехмерной печати делают оборудование для ракет, космических станций. Еще технологию используют в космической биопечати и даже в работе луноходов. Например, российская компания 3D Bioprinting Solutions отправит в космос живые бактерии и клетки, которые вырастят на 3D-принтере. Создатель Amazon Джефф Безос презентовал прототип лунного модуля с напечатанным двигателем, а космический стартап Relativity Space строит фабрику 3D-печати ракет.
Авиация. 3D-детали печатают не только для космических аппаратов, но и для самолетов. Инженеры из лаборатории ВВС США изготавливают на 3D-принтере авиакомпоненты — например, элемент обшивки фюзеляжа — примерно за пять часов.
Архитектура и промышленный дизайн. На трехмерных принтерах печатают макеты домов, микрорайонов и поселков, включая инфраструктуру: дороги, деревья, магазины, освещение, транспорт. В качестве материала обычно используют недорогой гипсовый композит.
Одно из необычных решений — дизайн бетонных баррикад от американского дизайнера Джо Дюсе. После терактов с грузовыми автомобилями, которые врезались в толпу людей, он предложил макет прочных и функциональных заграждений в виде конструктора, которые можно напечатать на 3D-принтере.
Изготовить прототип помогла компания UrbaStyle, которая печатает бетонные формы на строительных 3D-принтерах
Образование. С помощью 3D-печати производят наглядные пособия для детских садов, школ и вузов. В некоторых московских школах с 2016 года есть трехмерные принтеры: на уроках химии дети разглядывают 3D-модели молекул и проводят реакции в напечатанных пробирках, на физике изучают электрическую цепь на 3D-прототипе токопроводящего стенда, а еще сами печатают себе ручки на уроках ИЗО.
Узнать больше о 3D-технологиях в школах можно на сайте «Ассоциации 3D-образования».
А еще 3D-печать помогает в быту, производстве одежды, украшений, картографии, изготовлении игрушек и дизайне упаковок.
Плавка или спекание порошка
Метод SLS / SLM / DMLS
SLS (Selective Laser Sintering) — селективное (выборочное) лазерное спекание. Исходный материал — мелкодисперсные порошки из керамики, металла, стекла, пластика (нейлон, полистирол). Порошок наносится на рабочий стол, разравнивается и спекается лучом лазера высокой мощности в твердый гомогенный слой. Слои последовательно наращиваются и спекаются, формируя единое целое изделие.

Метод позволяет создавать высокоточные (толщина слоя — до 20 микрон) и прочные изделия. Готовые детали непосредственно пригодны для промышленного использования. Они могут иметь самую сложную форму, различные полости и тонкие перегородки. Такие формы очень сложно либо невозможно изготовить традиционными способами металлообработки. Поэтому метод SLS широко используется в машиностроении, авиастроении, космонавтике для изготовления сложных единичных и мелкосерийных деталей машин, летательных аппаратов и силовых установок. С помощью SLS создают также медицинские импланты и различные предметы искусства.
Среди специалистов есть мнение, что для описания данного метода больше подходит термин «плавка», а сам метод тогда именуется SLM — Selective Laser Melting, выборочная лазерная плавка.
В случае, когда речь идет о работе только с металлическими порошками, метод именуется DMLS (Direct Metal Laser Sintering) — прямое лазерное спекание металла. Исходниками служат обычная, нержавеющая или инструментальная сталь, алюминий, титан, золото, металлические сплавы. Печать выполняется в рабочей камере принтера, которая заполнена инертным газом для предотвращения окисления порошка. Отходы дорогого рабочего материала практически отсутствуют.
Готовые изделия имеют пористую структуру и часто нуждаются в обжиге для достижения требуемой механической прочности.

Метод EBM
EBM (Electron-Beam Melting) — электронно-лучевая плавка, при которой для сплавления слоев металлического порошка используются электронные излучатели, испускающие пучки электронов высокой мощности. Пучок плавит порошок в точках фокусировки. Печать происходит в вакуумной рабочей камере для исключения окисления порошка. Недавно разработан более эффективный материал — металлоглина (смесь клея, воды и металлической стружки). При нагреве клей и вода испаряются, а стружка сплавляется в монолит. Готовые изделия не имеют пористой структуры. По механическим свойствам они практически идентичны литым. Дополнительный обжиг не требуется.
От методов SLS/SLM/ DMLS технология EBM отличается не только большей прочностью изделий, но и более высокой скоростью печати. Причина — в высокой мощности излучателей и отклонении пучков при печати электронным, а не электромеханическим способом.
Метод EBM обеспечивает высокую точность печати. Его используют в медицине для производства имплантов, в авиа- и ракетостроении для изготовления деталей двигателей и элементов конструкции летательных аппаратов.
Метод SHS
SHS (Selective Heat Sintering) — выборочное тепловое спекание. Слои термопластического или металлического порошка сплавляются в единое целое за счет нагрева тепловым излучателем.
Тепловая печатающая головка компактнее лазерной. Поэтому SHS-принтеры имеют небольшие габариты. Но отдача энергии у них ниже, чем у SLS-принтеров. Это ограничивает выбор исходных материалов для печати — ими служат порошки легкоплавких металлов или термопластики. Готовые детали зачастую нуждаются в обжиге для повышения прочности.
Метод SHS отлично подходит для изготовления прототипов различных деталей.