Трансформатор или инвертор: что лучше?
Итак, теперь вы знаете, что такое трансформатор и инвертор, и каковы их отличия. На этом этапе у вас наверняка возник вопрос: «А какая сварка лучше инвертор или трансформатор?». Мы вас огорчим, но короткого ответа не существует. Поскольку есть множество нюансов. Но, обо всем по порядку.
Прежде всего, трансформатор и инвертор — это два совершенно разных аппарата. У них разное устройство, разный принцип действия, разный способ настройки. Различаются даже габариты и вес.

Инверторы более дружелюбны к начинающим, поскольку снабжаются дополнительными функциями, упрощающими сварку. Но при этом они менее надежны и недостаточно мощные. Трансформаторы сложны в освоении и здесь качество шва напрямую зависит от выбранных настроек и мастерства самого сварщика. Зато они гораздо мощнее и предоставляют вам больше возможностей в будущем.
Отсюда следует простой вывод: трансформаторы необходимы тем, кто всерьез хочет освоить сварочное дело, но не готов тратить большие деньги на мощный инвертор. Трансформатор за сравнительно небольшую цену даст вам гораздо больше возможностей, чем бытовой инвертор. Но вам придется потратить немало времени на изучение теории по настройке такого аппарата.
А вот инвертор понравится всем дачникам и гаражным умельцам, которым нужно пару раз в году что-то подварить. Они не хотят долго разбираться с настройками и возиться с транспортировкой аппарата. Но чтобы получить более мощный аппарат, им придется купить дорогой профессиональный инвертор либо тот же трансформатор.
А как же выпрямители?
Опытные мастера наверняка заметили, что в этой статье мы не рассказали про еще один интересный тип сварочного оборудования. Речь идет о выпрямителях. Многие новички даже не слышали о таких аппаратах, хотя выпрямитель может стать идеальным вариантом при выборе первого сварочника.
Выпрямитель во многом схож с трансформатором. Он такой же громоздкий и мощный. Но есть одно ключевое отличие. Дело в том, что трансформаторный аппарат осуществляет сварку на переменном токе. Отсюда и множество трудностей с поджигом дуги и ведением шва. Выпрямитель лишен этого недостатка. Он, как и инвертор, осуществляет сварку на постоянном токе. Поэтому новичку проще поджечь дугу и в целом управляться с аппаратом.

Большинство выпрямителей заточены так же под ручную дуговую сварку, так что с этим у вас не будет проблем. Выпрямитель так же надежен, как и трансформатор, поскольку в нем редко встречаются электронные компоненты. Ни один дешевый бытовой инвертор не сравнится по надежности с выпрямителем или трансформатором.
Именно поэтому, задавая вопрос «Что лучше: сварочный трансформатор или инвертор?» вспомните про выпрямитель. Это отличный аппарат как для новичка, так и для практикующего мастера.
Принцип работы сварочного инвертора
Серийное изготовление сварочных инверторов было налажено около 30 лет назад. Более точное их название – выпрямители с транзисторным инвертором. Главное отличие сварочных аппаратов этого типа – в последовательности преобразований электрического тока. В этих приборах ему приходится менять свои характеристики несколько раз. Сначала ток выпрямляется и становится постоянным, проходя через полупроводник. На следующем этапе его пропускают через фильтр для дополнительного сглаживания. Затем ток поступает в инвертор и преобразуется в переменный частотой порядка 100 кГц. После этого он попадает в трансформатор, в котором напряжение понижается, а сила тока увеличивается. Далее он поступает в высокочастотный фильтр и затем в выпрямитель. На выходе получается постоянный ток требуемых параметров.
За счет таких сложных преобразований удалось уменьшить габариты сварочного аппарата. Пример такого устройства – ELITECH АИС 200 ПНС.
 Так выглядит сварочный инвертор
Так выглядит сварочный инвертор
Fubag ir 200
Третье место по популярности у пользователей в нашем рейтинге занимает Fubag ir 200. Он получает «бронзу».
Аппарат относится к серии IR. В эту серию входят инверторные источники питания, которые зарекомендовали себя, как надежные, обеспечивающие высокое качество сварки. Инверторы предназначены для ручной дуговой сварки покрытым электродом в диапазоне сварочных токов 30 …200А и пользуются спросом у строителей и ремонтников, а также у просто любителей сварки. В интернете есть видеоролик, где представительный джентльмен рассказывает на немецком языке (на который накладывается русскоязычный перевод) о преимуществе устройств с индексом IR и достоинствах техники Fubag в целом. После просмотра ролика может сложиться неверное представление, что оборудование, выпускаемое под данной торговой маркой, производится в Германии. Однако, это не так, место размещения производственных мощностей – Китай, точно так же, как и в случае с первыми двумя «конкурсантами», получившими «золото» и «серебро», Ресантой и Сварогом соответственно.
Зарегистрирован бренд Фубаг, по заверениям продавцов, в Германии. Может быть, но мы не стали проверять. Если вы склонный к сутяжничесту, можете самостоятельно отправить запрос по соответствующему адресу, тем не менее, не факт, что вы получите скорый ответ.
Вспоминается история с инвертором Herz, на картонной коробке которого для убедительности был указан следующий адрес: SCHLINCKSTRASSE,5 D-21207 HAMBURG, GERMANY. На самом же деле на SCHLINCKSTRASSE находится центр Генри Мюллера, который занимается логистикой, а про Herz там никто никогда не слышал. С подобной нестыковкой вы можете столкнуться и при попытке узнать «родословную» Fubag. Что абсолютно точно известно, производится инвертор Фубаг на заводе HUGONG welders и, по некоторым данным, оригинальное его название СARiARC 200.
Флагманом серии IR является Fubag ir 200 vrd. Индекс «vrd» означает, что аппарат снизит напряжение холостого хода до безопасного во время работы в помещениях с повышенной влажностью, колодцах и т.д. Функция отключаемая, так как влияет на стабильность дуги и простоту поджига электрода, поэтому в нормальных условиях ей обычно не пользуются.
Отзывы по поводу качества сварки инвертором Fubag ir 200 положительные. Варят они очень хорошо: сварочный процесс легко управляем, мягкий, дуга не рвется даже если держать электрод на большом расстоянии, поджиг электродов производится одним-двумя касаниями (это относится и к электродам с основным покрытием, но только при условии, что вы варите по чистой поверхности, зачищенной от загрязнений, ржавчины, лакокрасочных покрытий). Все это благодаря функциям HOT START, ARC FORC. А вот функция ANTI STIC в аппарате не работает, при залипании не происходит сбрасывания тока, а электрод начинает греться.
Управление аппаратом осуществляется путем вращения одной-единственной ручки, с ее помощью также задается величина сварочного тока. Значения тока отображаются на трехзначном дисплее, это очень удобно в том плане, что можно запомнить точный режим и в дальнейшем вернуться к нему и воспроизвести его с минимальной погрешностью. Оптимальный электрод для работы с данным инвертором – «тройка». «Четверку» тоже можно использовать, но непродолжительное время. То же самое с резкой – «четверкой», но недолго. По маркам, лучше всего для черных сталей брать ОК 46.00.
Байонетные разъемы инвертора обеспечивают быстрое подключение сварочного кабеля, который, кстати, хорошо весит – это хороший признак – значит на сечение кабеля и на меди не сэкономили (алюминий металл легкий). Электродержатель и клемма массы среднего качества изготовления, но, в случае, когда они комплектуются производителем, это всегда «расходные материалы».
Ремонтопригодность
Модель Fubag ir 200 ремонтопригодна в отличие от серий IN и IQ. Например, в инверторе FUBAG IQ 160 возникают проблемы с креплением радиодеталей к радиаторам, платы могут быть залиты компаундом из-за чего в них «ковыряться» никто не будет. Замена силового блока обходится дорого. С серией IR таких проблем не было замечено и их абсолютно точно принимают в ремонт. Поэтому при покупке главное не перепутать серии аппаратов. Серии IN и IQ скорее всего отработают свой гарантийный срок, после чего их можно будет со спокойной душей выкидывать на помойку.
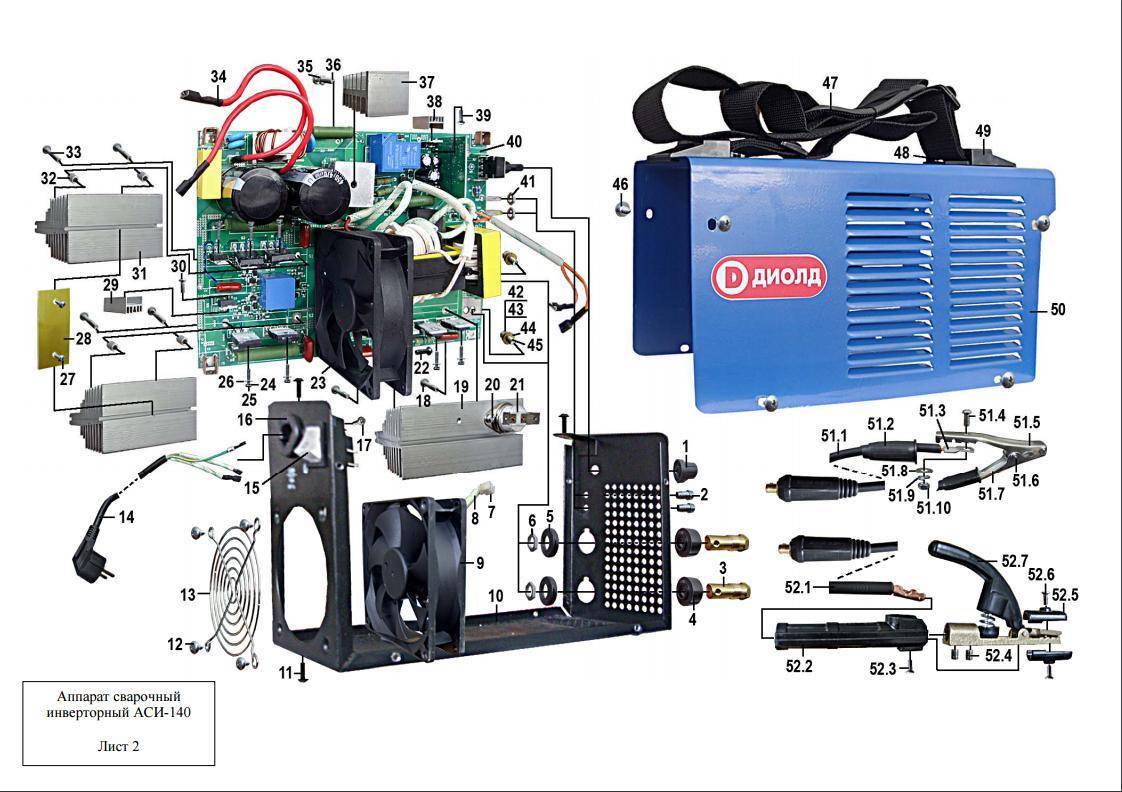
Констукция устройства
Конструктивно устройство выпрямления напряжения и создания мощного сварочного тока выглядит следующим образом, а именно:
- необходимость понижения входного напряжения означает наличие трансформатора, он преобразует переменный 50 Гц ток 220/380 В, в низковольтное напряжение;
- мощный диодный мост выпрямляет переменное напряжение в циклическое постоянное;
- сглаживающий конденсаторный фильтр большой ёмкости, преобразует пульсирующее напряжение в, практически, линейное постоянное напряжение;
- блок регулировки силы тока;
- дроссели, ограничивающие нарастание сварочного тока.
Конструкция аппаратов может несколько отличаться от упрощённой схемы для улучшения технических характеристик, но по этому принципу можно собрать выпрямитель своими руками. Он позволит выполнять простые сварочные работы дома и на даче.









Выбор сварочного инвертора для дома и дачи
Как выбрать инверторный сварочный аппарат для дома по току
В первую очередь советую выбрать максимальный сварочный ток (единица измерения – Амперы, обозначение – Imax). Дело в том, что от тока зависит толщина металла, с которым можно будет работать. Скажем, для варки швеллера, уголка и прочего черного металла до 1 см, хватит инвертора на 160-180 А.
Если придется работать с большей толщиной, нужны все 200 А. В быту практически не используются листы толще 2 см, поэтому ток на 250 А – это явный перебор для дачи и дома. Не стоит переплачивать за лишнюю мощность, лучше отдать эти деньги за технику более высокого класса.
Минимальный ток нужен при работе с нержавейкой, сталью до 2 мм. Обычно нижний предел составляет 10 А, но есть экземпляры, у которых минимум рассчитан на 30-40 А. Такие агрегаты хороши, когда для тонких металлов есть отдельный сварочный полуавтомат.
Проверьте регулировку силы тока. Оптимальные настройки режима для конкретного металла и электрода даёт плавная регулировка.
Как выбрать сварочный инвертор для дома или дачи, если марок насчитываются десятки?
Плюсы и минусы инвертора
Инверторный аппарат — это более продвинутый вариант для сварочных работ. Среди его преимуществ можно выделить его размер и вес (обычно до 10 килограмм), а также наличие упрощающих процессов поджигания дуги и препятствующих возникновению брака.
Сейчас выбор инверторных устройств очень велик. Они стабильно набирают свою популярность среди непрофессионалов.
В случае, когда для варки применяют аргон или другой газ, аппарат считается полуавтоматическим. И понятие инвертор к нему обычно не применяют.
Резюмируя вышесказанное, согласимся, что будем называть инверторами только устройства для ручной дуговой сварки. Все другие виды сварок обычно выполняются полуавтоматами.
С целью облегчить выбор, о плюсах и минусах сварочного трансформатора и инвертора расскажем более детально.
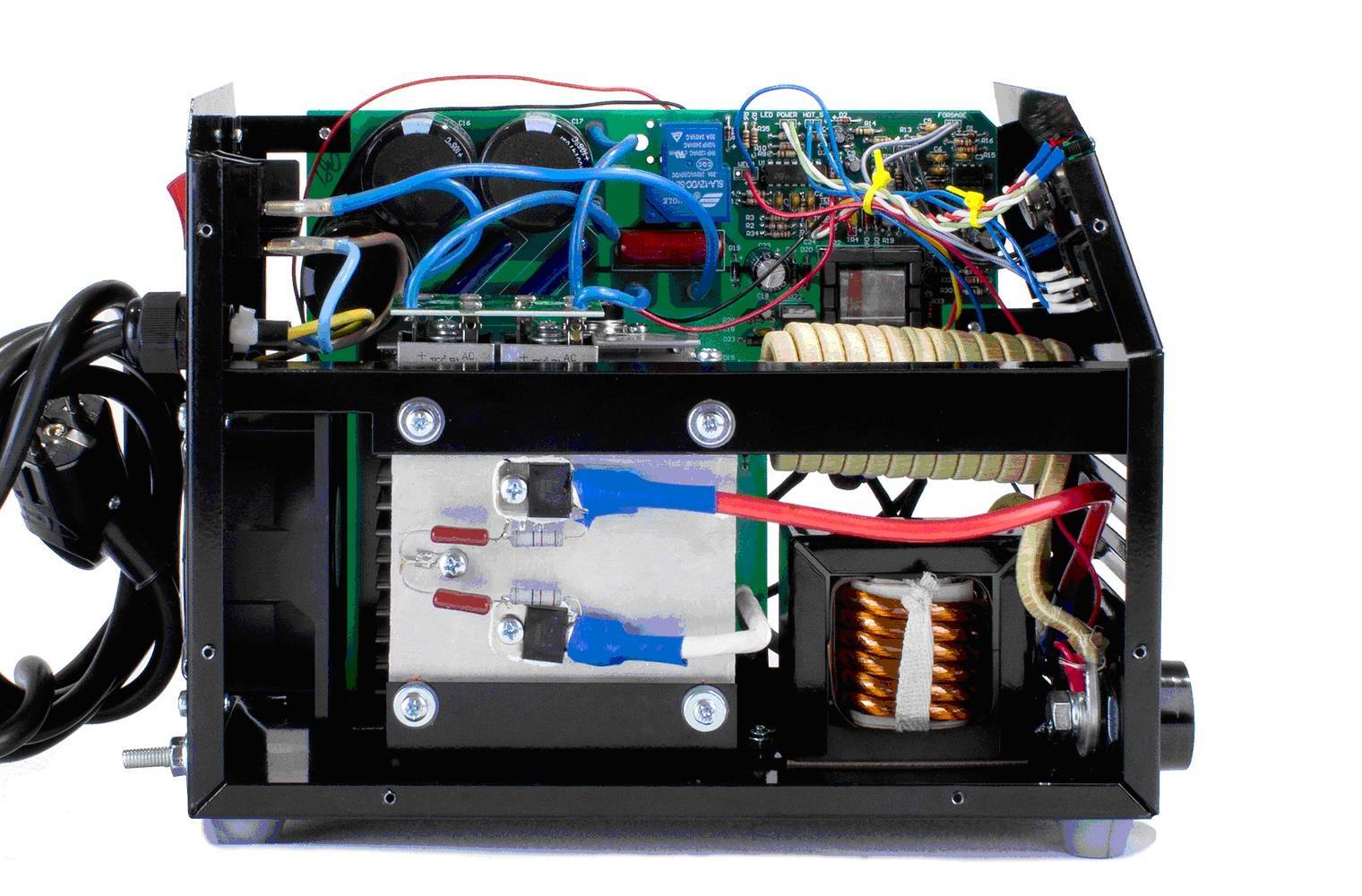
Рассмотрим технологические и технические характеристики инвертора. Он чуть сложнее, чем кажется на первый взгляд, поскольку внутри содержит целый блок электро-схем.
Именно благодаря такой «начинке», даже очень компактное устройство, по тяжести не превышающее пяти килограмм, имеет большой функционал.
Очень удобными опциями инвертора будут «стабилизация горения при сложных работах с тонкими материалами» (ARC FORCE), ANTI STICK и «Горячий старт» (HOT START). Иногда они просто незаменимы для качественного и беспроблемного сварочного соединения.
Полуавтоматические сварочные модели
Сварочные аппараты полуавтомат используются для частных работ, бытовых, для ремонта кузова автомобилей. Конструкция такой сварки состоит из:
- Выпрямителя;
- Трансформатора;
- Привода, который подает проволоку;
- Рукава, оборудованного горелкой;
- Баллона с газом.

Сварочный процесс происходит при помощи проволоки, плавящейся в электрической дуге. Регулировать ток можно ступенчато. Полуавтоматические модели могут работать с газом или без (есть возможность переключения), исключительно с газом, либо совершенно без газа.

К преимуществам подобных аппаратов можно отнести высокую производительность, отличные швы, которые получаются на разнообразных материалах.

К минусам таких аппаратов относят то, что они разбрызгивают металл, огромные затраты материала на угар.

Характеристики
Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
На полуавтоматах от выставленной силы тока зависит скорость подачи расходного материала и какой плотности образуется защитная среда. Рабочий формирует шов, одновременно следит за его образованием и качеством. При возникновении дефектов сразу же может изменить режимы работы оборудования и продолжить варить.
В сравнении с ручной, сварка полуавтоматическая имеет явные преимущества:
- при работе не надо постоянно прерываться и менять электроды;
- процесс сварки обходится дешевле, нет остатков расходных материалов;
- сварщик не отрывается постоянно от работы, производительность выше;
- расходный материал подается с постоянной скоростью, процесс плавления и сама сварка происходят быстрее и качественнее;
- шов большой длины не имеет стыков, варится непрерывно;
- автоматическая подача проволоки облегчает процесс сварки, позволяет создать красивый шов.
При постоянной скорости подачи проволоки дуга не прерывается, горит стабильно. Ее маленький диаметр позволяет постоянно варить на короткой дуге, что проще и провар лучше.
На сварочнике полуавтомате инверторного типа можно сваривать абсолютно все. Его мощности хватает, чтобы прожечь аргоном окисную пленку на алюминии, при этом не прожечь лист насквозь. Порошковой проволокой свариваются сплавы цветных металлов, сами металлы, высоколегированная сталь.
С газом
В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном. Устройство у полуавтоматов разное, но в оборудование обычно входят:
- источник питания;
- охлаждение;
- катушка для расходного материала;
- проволочный канал;
- шланг для газа;
- горелка;
- газовый баллон;
- кабеля для подключения и зажимы плюс и минус.
Важно! Редуктор газового баллона оборудуется подогревом, чтобы газ поступал теплым, не охлаждал ванну. Особенно важно иметь обогреватель при работе на холоде
Горячий газ дополнительно согревает зону сварки, не дает детали резко остыть.
Катушка оборудована узлом автоматической подачи электродной проволоки работает по толкающему принципу. Ролики, расположенные в рукоятке горелки тянут проволоку. Наилучшим является смешанный принцип подачи, когда от катушки проволока с небольшим усилием проталкивается в рукав. Тянущий узел на горелке регулирует скорость подачи. Такой способ полностью исключает заклинивание расходного материала в длинном рукаве. В случае, когда остался маленький кусок проволоки, ее легко вытащить.








Подача газа включается одновременно с проволокой, одной кнопкой на держаке. Оба режима сдублированы и зависят от настроенной силы тока. Чем больше его величина, тем быстрее движется проволока и больше газа поступает. При сварке нестандартных материалов, требующих особого режима, эти параметры требуют отдельной регулировке.
На профессиональных аппаратах форсунка с газом может быть съемной и подсоединяться к держателю. Подача газа регулируется отдельно, в зависимости от того, какой используется.
Без газа
При сварке без газа, на аппарате стоит накопитель, и автомат по рукаву подает в рабочую зону флюс. Защитный материал насыпается немного впереди сварочной ванны и частично нагревается текущим расплавленным металлом до подхода к нему дуги. В процессе сварки он переходит в жидкое состояние раньше металла и всплывает наверх, образуя шлаковую корку.
При сварке порошковой проволокой она сама плавится, создавая шлаковую защиту ванны и шва. После остывания она легко удаляется постукиванием молотка. В этом случае газ или флюс не подключаются.
Способы регулировки тока в выпрямителях
Чтобы изменять значение ампер в сварочном преобразователе предусмотрено несколько вариантов управления. Большинство выпрямителей имеют ступенчатую регулировку за счет секционированного подключения первичной обмотки. Такой переключатель ставится в виде рукоятки, с двумя или тремя положениями. Если требуется сразу повысить силу тока до возможности производить сварку толстых пластин или резку, то часть первичной обмотки «отсекается», и ток идет по укороченной схеме. Для возвращения напряжение в обратную сторону схема переключается на более длинную часть первичной обмотки, и сила тока становится меньше, что удобно для сварки тонких листов.
Кроме грубой регулировки, воздействующей на трансформатор, в выпрямителях применяется тонкая настройка при помощи дросселя насыщения. Он устанавливается между кремниевыми диодами (выпрямляющим блоком) и понижающим трансформатором. Дроссель представляет собой ряд катушек, через которые проходит напряжение. Переключая рычаг управления, изменяется длина пути тока в обмотках и его сила.
Большинство моделей преобразователя имеет рукоятку на крышке корпуса, которая приводит в движение винтовой вал и платформу со вторичной обмоткой трансформатора. Изменение расстояния между обмотками также служит способом регулировки силы тока.
Самым эффективным для изменения сварочного напряжения является тиристорный блок. Его внедрение в схему позволяет контролировать длину подачи напряжения и его воздействие на металл. Благодаря тиристорам можно моделировать жесткую, пологопадающую и крутопадающую характеристики тока.
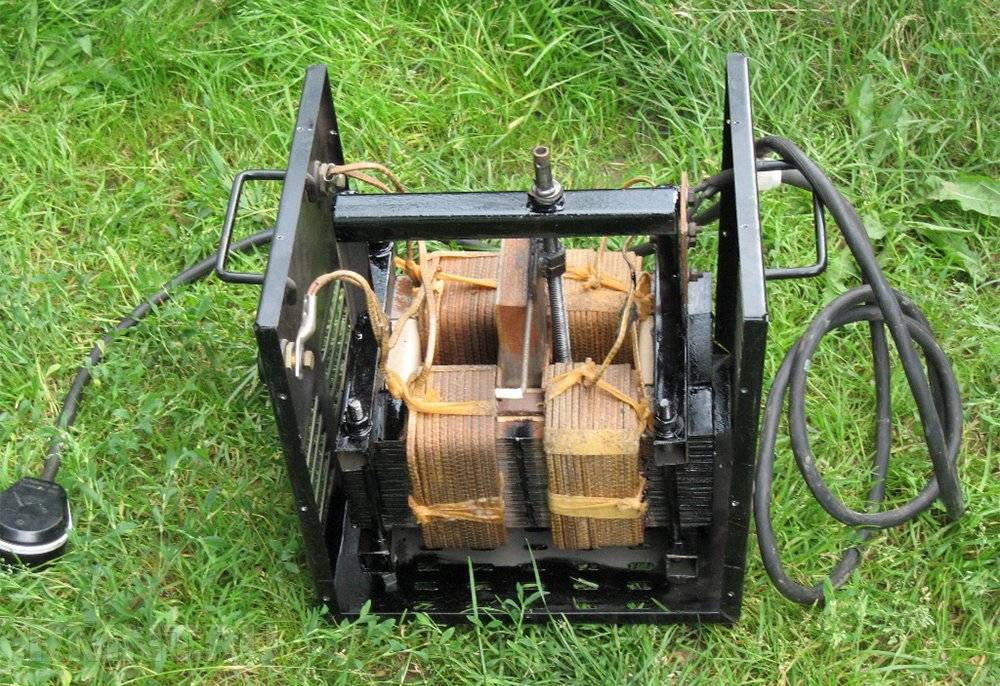
Трансформаторы
Сварочный трансформаторный агрегат – это традиционный и самый распространенный вид оборудования для контактной сварки. Основой его конструкции является понижающий трансформатор. Он занимается преобразованием напряжения, поступающего из электросети, в ток, пригодный для проведения сварки.

Для изменения силы тока в данных агрегатах чаще всего используется метод смещения обмоток относительно друг друга.
Отличительные особенности
Отличительной особенностью трансформаторного сварочника является то, что на электрод подается переменный ток. То есть преобразование идет только по напряжению. В результате увеличивается разбрызгивание металла, что влияет на качество шва. КПД трансформаторов находится в районе 80%, поскольку большая часть энергии впустую расходуется на нагрев “железа” аппарата.

Агрегаты разделяются на бытовые, вырабатывающие силу тока до 200 А, полупрофессиональные и профессиональные, до 300 А и боле 300 А соответственно. Для использования аппарата в бытовых условиях используется электрический однофазный ток 220 В. Но профессиональное оборудование чаще всего использует трехфазный ток с напряжением 380 В.
Сфера применения
Трансформаторные сварочники являются неприхотливыми аппаратами и применяются практически во всех сферах деятельности человека, где требуются сварочные соединения черных металлов. Аппараты применяются для следующих целей:
- соединение металлических конструкций на стройке;
- прокладка и ремонт трубопроводов;
- сварка сантехнических труб;
- соединение листовых материалов, как в стык, так и внахлест.
Плюсы и минусы
К преимуществам аппаратов трансформаторного типа можно отнести следующее:
- невысокая стоимость агрегата, в том числе и его обслуживания;
- высокая надежность;
- простота ремонта;
- надежность и простота эксплуатации;
- КПД до 80%;
- простота конструкции.
Недостатки трансформаторов:
- немалые габариты и большой вес — от нескольких десятков до ста килограммов и выше, что затрудняет его транспортировку;
- нестабильная дуга;
- разбрызгивание металла;
- посредственное качество шва;
- сложность при зажигании дуги;
- чувствительность к перепадам напряжения в сети;
- для проведения качественной сварки работнику требуется иметь определенную квалификацию и опыт.
Выбираем сварочный инвертор по техническим характеристикам
Перед тем как выбрать сварочный аппарат для дома и дачи на 200 в, необходимо определиться, для каких целей он будет использован. Если нужно собрать дачные ворота и калитку, или приварить петли, или сварить конструкцию для теплицы и так далее, то выбирается прибор из категории бытовых. То есть со знанием силы тока, не превышающего 200 ампер. Не будем рассматривать другие варианты, потому что ими пользуются профессионалы.
На что необходимо обратить внимание в первую очередь – на мощность агрегата, а точнее на номинальную силу тока. Эта характеристика обязательно производителем указывается в паспорте изделия
Что обозначает данное значение – максимальную силу тока, при котором прибор будет работать корректно, не перегреваться. Конечно, с учетом периода постоянной работы и времени отдыха.

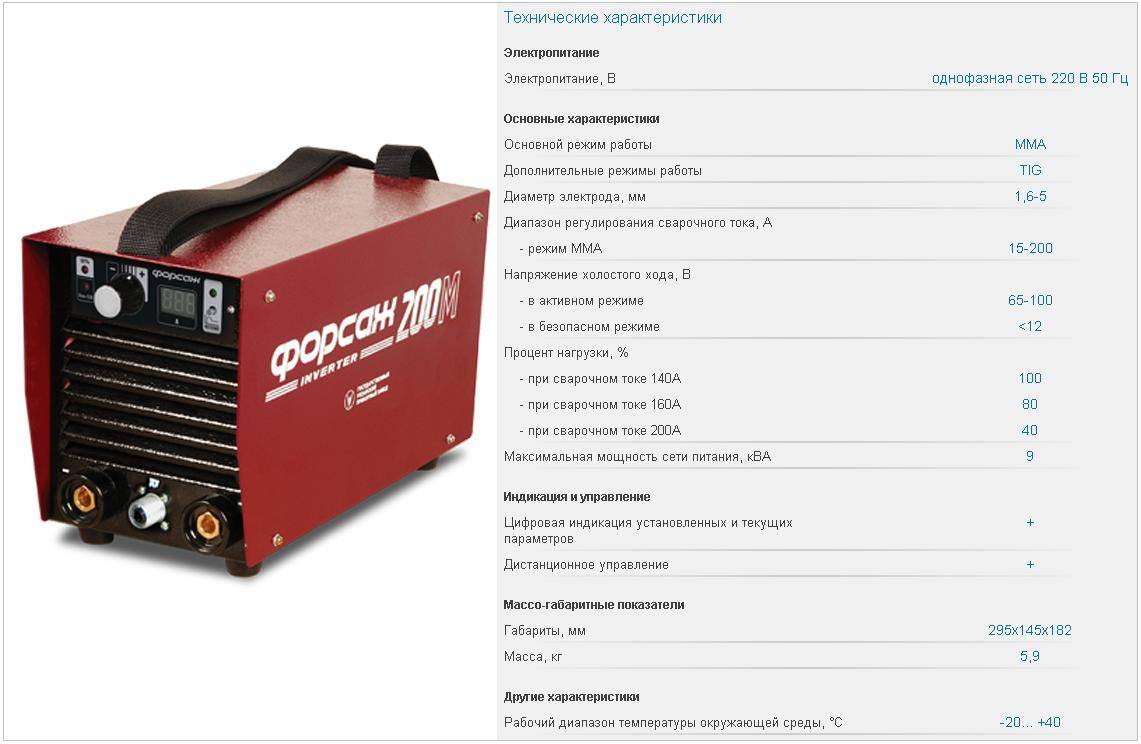
Характеристики сварочного аппарата Источник www.krin.kz
К примеру, если свариваются стальные заготовки толщиною 3-4 мм электродом диаметром 3 мм. Для этого подойдет сварка аппаратом, у которого сила тока – 120 ампер. Но не стоит сразу приобретать его. Все дело в том, что:
- сварочный инвертор в этом случае будет работать на пределе своих возможностей, а это приведет к быстрому снижению эксплуатационного его ресурса;
- перепады напряжения в частных домах и на дачах – дело обычное, и в этом случае вместо 220 вольт напряжения на выходе, вы получите всего 180 в, а значит, номинальное значение сварочного тока будет ниже заявленной в паспорте.
Поэтому рекомендуется приобретать сварочный инвертор мощностью на 30% выше. То есть, если по расчетам вам потребуется прибор со сварочным током 120 А, то лучше купить агрегат на 160 А.
Внимание! Сварочные кабели длиною свыше 4 м также снижают силу сварочного тока. И это надо учитывать в обязательном порядке
Для выполнения бытовых сварочных работ лучше приобретать аппараты с силой тока не меньше 160 А. В любом случае не прогадаете.

Как надо настраивать сварочный инвертор Источник nashprorab.com
Сетевое напряжение
Это следующий шаг в выборе сварочного инвертора. Казалось бы, что может быть проще, ведь бытовые сварочные инверторы работают от обычной розетки, где напряжение 220 вольт. Надо отметить, тот факт, что инверторы бытового типа будут стабильно работать, если напряжение в сети будет в пределах 188-254 В. Это заложено производителями.








К сожалению, на загородных участках и дачах напряжение питающей сети оставляет желать лучшего. И оно может отличаться от номинального на 20% и выше
И здесь при выборе сварочного инвертора для дома необходимо обратить внимание на некоторые пометки в паспорте. А именно:
- может ли он подключаться к генератору, с помощью которого повышается напряжение в сети;
- или каков диапазон рабочего напряжения, будет ли он совпадать с понижением на 20%.
Если таких пометок нет, то такой прибор для дачи лучше не приобретать. Такие агрегаты подойдут для работы в городе, где напряжение более или менее стабильно.
И еще один момент. Опытные сварщики знают, что от качества сварочного инвертора зависит качество самой сварки. Поэтому свое предпочтение они отдают серьезным производителям, давно зарекомендовавших себя на рынке. Поэтому идем дальше, и, отвечая на вопрос, как выбрать сварочный инвертор, переходим к рейтингу агрегатов.
Выбор полуавтомата
В обычном полуавтомате проволока горит лишь под воздействием газов. При плавлении используются и активные, и инертные смеси. На ту или иную указывает маркировка MIG/MAG. Возможен также выбор полуавтомата с флюсовой проволокой, для которой не нужны газы. Образуется защитная среда при сгорании сердцевины проволоки.
Наиболее удобен универсальный полуавтомат-инвертор, позволяющий работать с любой сварочной проволокой, которая включает флюсовый и порошковый материал.
Для разных металлов требуется разные газовые смеси. Так, среда углекислого газа подойдет для работы с низкоуглеродистыми сталями. Плюс оборудования — в невысокой стоимости расходников. К недостаткам можно причислить низкое качество шва, который при отсутствии обработки ржавеет уже через короткое время. Для цветных металлов используются азот и аргон.
Модели делятся на три основные группы. С профессиональными аппаратами выполняют большие объемы работ с коротким интервалом отключения. Им требуется трехфазное напряжение. Бытовые, полупрофессиональные и полупромышленные установки стоят дешевле и иногда способны работать от обыкновенной домашней электросети.
Одним из важнейших критериев при выборе является коэффициент предельной нагрузки — П. Н. Он говорит о том, сколько способна проработать установка при максимальной нагрузке. Промежуток принято рассчитывать в интервале в 10 минут. Например, если у аппарата без газа ПН равен 60%, а ток — 40 А, значит, максимальное напряжение он сможет выдавать 6 минут, а на 4 минуты его надо выключать. У профессионального инвертора для полуавтоматической сварки ПН часто равен 100%, тогда как напряжение — 30−45 А. Значит, при подаче этого напряжения не требуется выключать установку, она может работать весь день.