Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
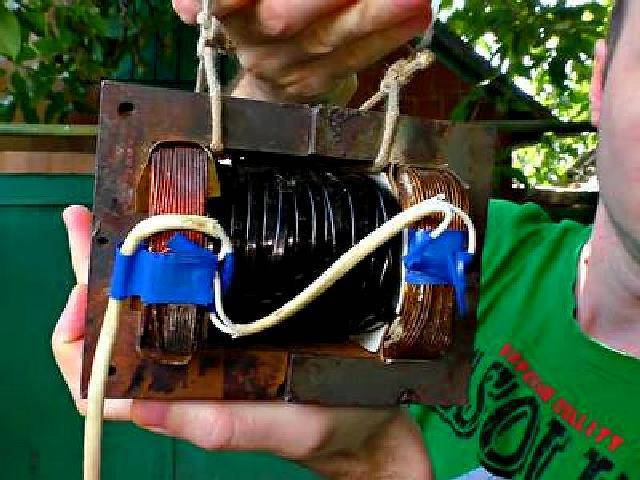
 Трансформатор для сварочных работ.
Трансформатор для сварочных работ.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
https://www.youtube.com/watch?v=gdFLDqahzJ4
Коротко о технологиях точечной контактной сварки
Технология контактной точечной сварки представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная точечная сварка из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
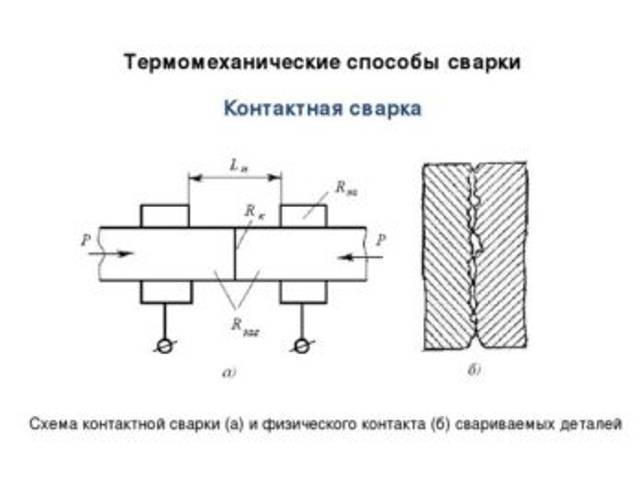 Способ контактной сварки.
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Изготовление вторичной обмотки
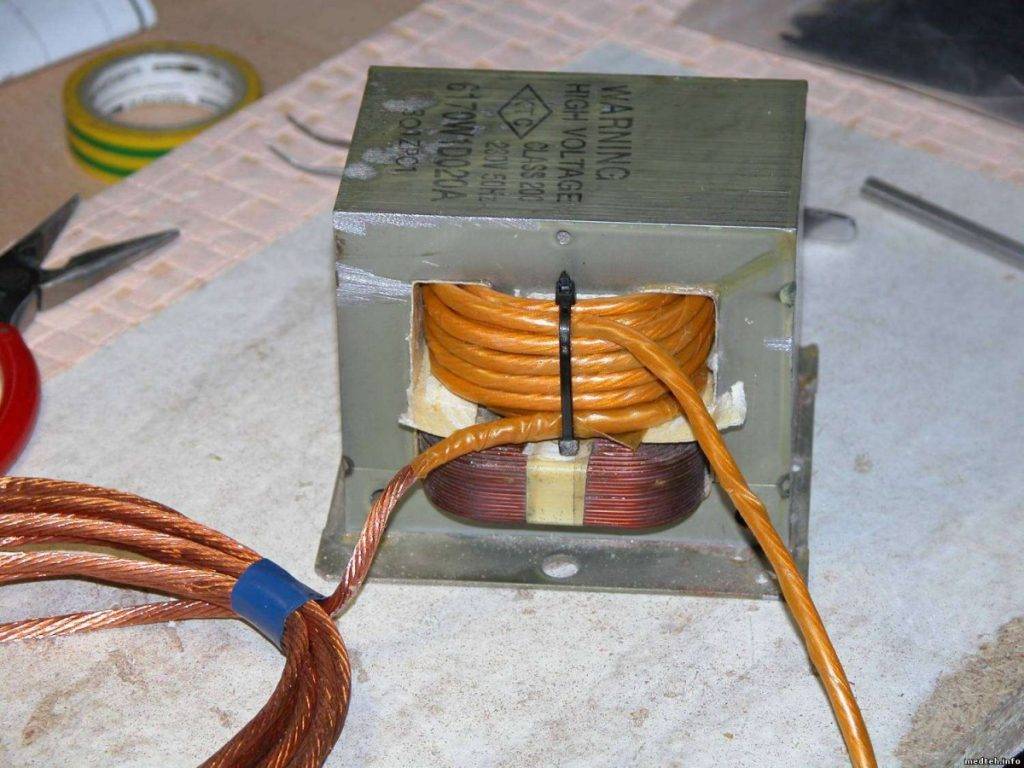
Теперь трансформатор из микроволновки для точечной сварки почти готов, осталось только изготовить вторичную обмотку. Для этой цели подойдёт медный многожильный проводник большого сечения, например, отрезок сварочного кабеля.
Главное, чтобы выбранный кабель прошёл в окно магнитопровода. Наматывают два витка выбранным проводником на месте удалённой вторичной обмотки. Теперь можно провести первое испытание сделанного своими руками трансформатора из микроволновки для точечной сварки.
Концы кабеля зачищают от изоляции. Соблюдая правила безопасности, подключают трансформатор микроволновки в сеть 220 вольт. С помощью вольтметра измеряют напряжение на вторичных выводах (то есть, на выводах сварочного кабеля).
Если напряжение находится в пределах 2 – 4 вольта, всё в порядке. После этого проверяют работу трансформатора в режиме точечной сварки, то есть, в режиме короткого замыкания.
Для проверки рабочим током будущего аппарата точечной сварки из трансформатора микроволновки, зачищенные концы сварочного кабеля надёжно соединяют между собой, используя болтовое соединение.
Охватывают вторичный проводник токоизмерительными клещами и кратковременно включают трансформатор. По индикатору токоизмерительных клещей отслеживают значение тока короткого замыкания. Если его величина около 500 ампер и выше, значит, всё сделано правильно.
Рычаги аппарата
Далее продумываем дизайн и крепим рычаги (клещи) для точечной сварки своими руками. Сначала на торцах сверлим отверстия для саморезов.
На верхнем рычаге с удобным уклоном закрепляем размыкатель электрической цепи.
Вставляем клещи в аппарат и на глаз определяем место крепления. Сверлим сквозные отверстия в боковых стенках и рычагах, и с помощью металлических стержней закрепляем.
Саморезами крепим держатели с контактными электродами на торцевую часть клещей.
После сборки электроды обычно смотрят в разные стороны, руками подгибаем их для отцентровки.
Для поднятия верхнего рычага, вкручиваем в него и в корпус аппарата по саморезу не до конца и цепляем на них пружину или тугую резинку.
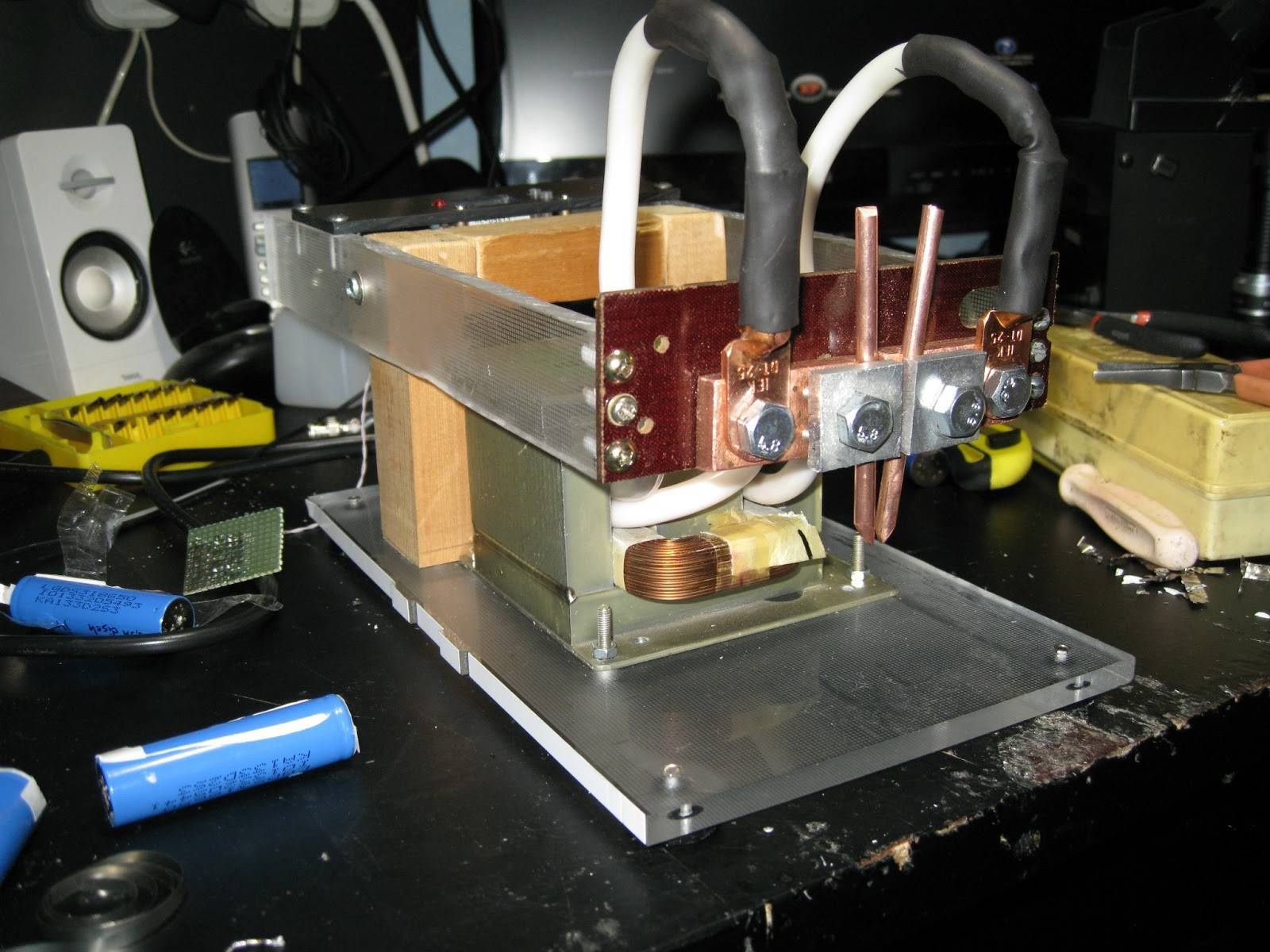
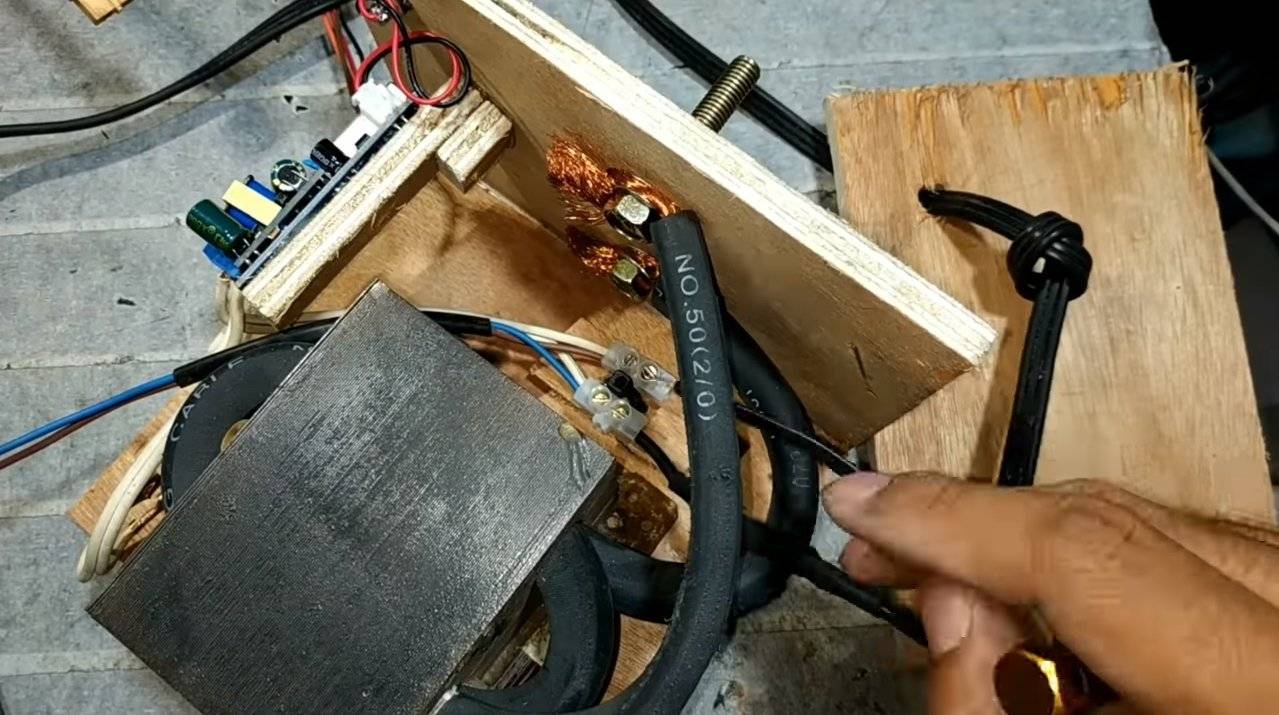
Шаг 5: Выводы электрода
Теперь нам следует прикрепить концы кабеля к медным втулкам, который будут использоваться для сварки. Я выточил медные втулки на станке. Но можно использовать для этой цели медные зажимы из хозяйственного магазина. Я также приложил CAD файл по изготовлению зажима для электрода.






Пробуем сварочный агрегат
Наша сварка точечная готова, испытываем аппарат. Включаем питание и нажимаем большим пальцем прерыватель.
Появляется искрение между электродов, но так делать нельзя.
Тонкие листы металла теперь можно надежно соединять нашим аппаратом. Если у вас есть транспортное средство, то самодельная точечная сварка для сварки авто, облегчит ремонт кузова.
Для этого мы сделали рычаги съемными, достаточно вытащить металлические стержни и сняв клещи, сваривать крупногабаритный металл и можно подлезть в труднодоступные места.
Также, есть плюс в съемных электродах, которые легко заменить в случае надобности.
Видео: расскажет про правильную намотку трансформатора и покажет весь процесс сборки аппарата для контактной сварки.
https://youtube.com/watch?v=tf5-uJ_pn-o
P.S. Мы рассмотрели, как сделать точечную сварка своими руками с помощью материалов из СВЧ печи. Замечу, что у многих умельцев возникает проблема, не могут найти провод для намотки вторичной обмотки на трансформатор. Можно взять петлю размагничивания от старого телевизора, купить метр провода большого сечения или собрать его из нескольких тонких.
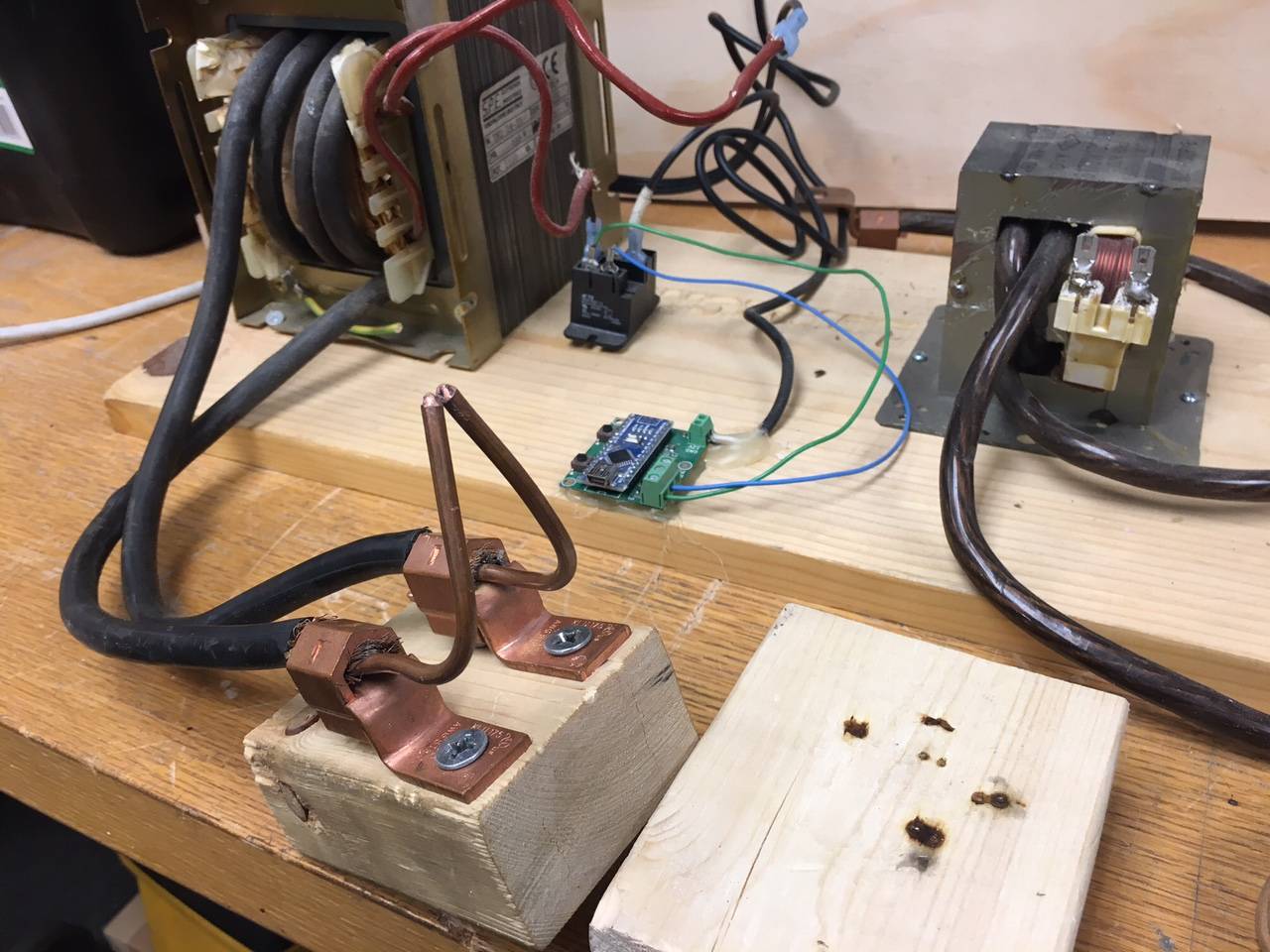
Шаг 6: Сварочный держатель
Я будут использовать сварочный аппарат для приваривания никелевых пластин к аккумулятору. Для этой цели я расположу два сварочных электрода бок о бок, хотя вы можете легко расположить их напротив, как в традиционном сварочном аппарате. Я разработал и вырезал лазером основание из древесно-волокнистой плиты для держателя, на котором будет установлен выключатель и располагаться выводы электрода.
Это интересно: Как выбрать хороший костюм сварщика — состав и виды
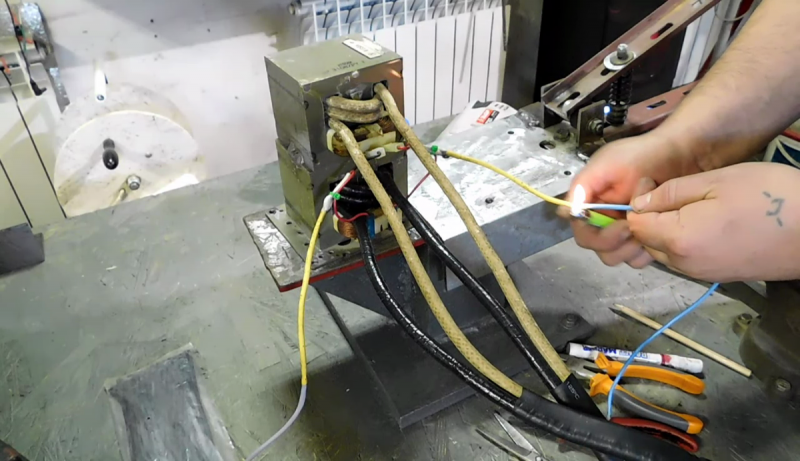
Работа с трансформатором
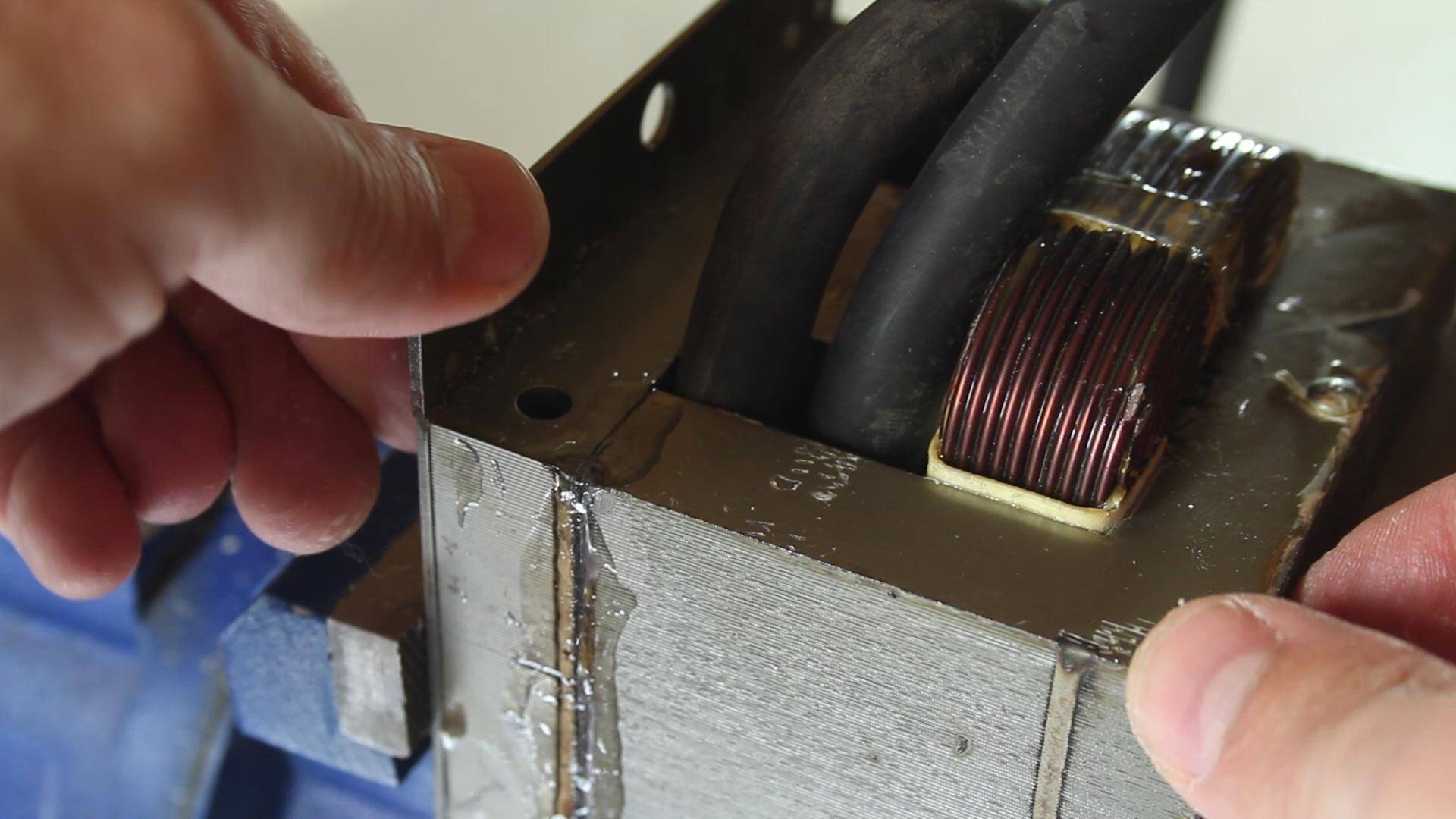
СВ печь содержит в себе трансформатор, который подойдет для преобразования тока до нужной силы и величины. Как сделать его пригодным для сварки показано во многих видео. Из трансформатора микроволновки необходимо извлечь вторичную обмотку. Делать это можно ножовкой по металлу или стамеской. Доходя до края обмотки, следует быть осторожным, чтобы своими действиями не повредить изоляцию первичной катушки.
Срезав края обмотки по сторонам, приступают к извлечению внутренней части. Для этого применяю дрель и сверло диаметром 5-6 мм. Сделав несколько отверстий, остальную часть обмотки можно удалить вручную.
Самодельная точечная сварка требует правильного создания вторичной катушки трансформатора. Для этого подойдет кабель с диаметром от 10 мм. Это может быть как многожильный провод в общей изоляции, так и пучок отдельных проводов, собранных вместе и соответствующих нужному диаметру. Намотка производится в три витка вокруг сердечника. Такой трансформатор будет способен выдавать силу тока более 800А.
Поскольку место внутри сердечника трансформатора ограниченно, некоторые испытывают трудности в проведении кабеля. Свой труд можно облегчить смазав провод маслом или солидолом. Альтернативой является удаление заводской изоляции и нанесение тонкой тряпичной изоляционной ленты. Длина провода должна быть минимальной, достаточной только для намотки и подведения к рабочим частям. Необоснованное удлинение создаст лишнее сопротивление.
Такая контактная сварка из микроволновки способна сваривать:
- сетки;
- клетки;
- прутки до 3 мм;
- пластины металла до 3 мм.
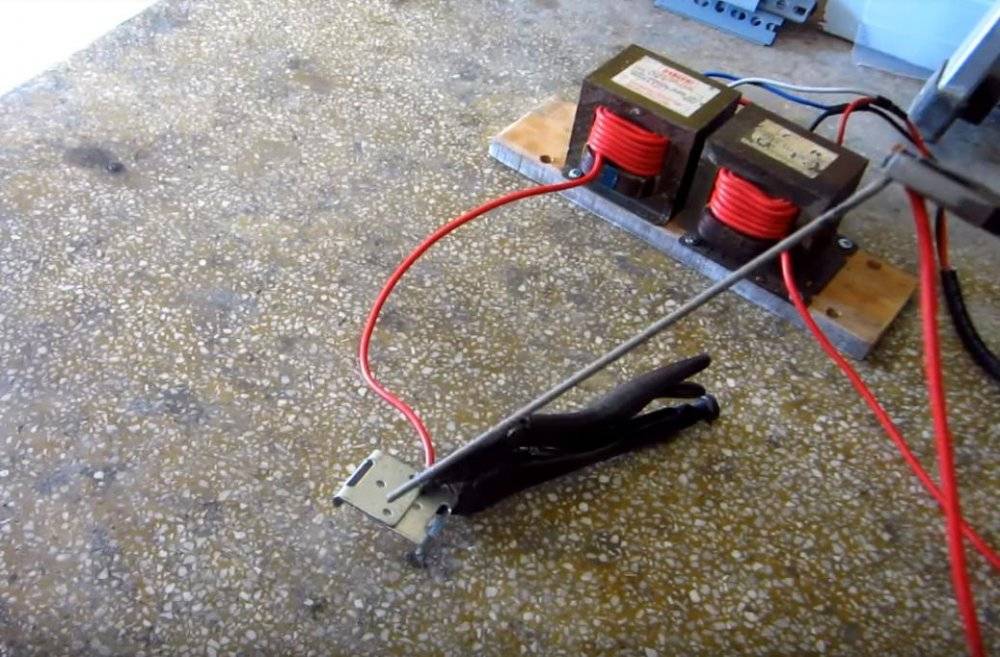
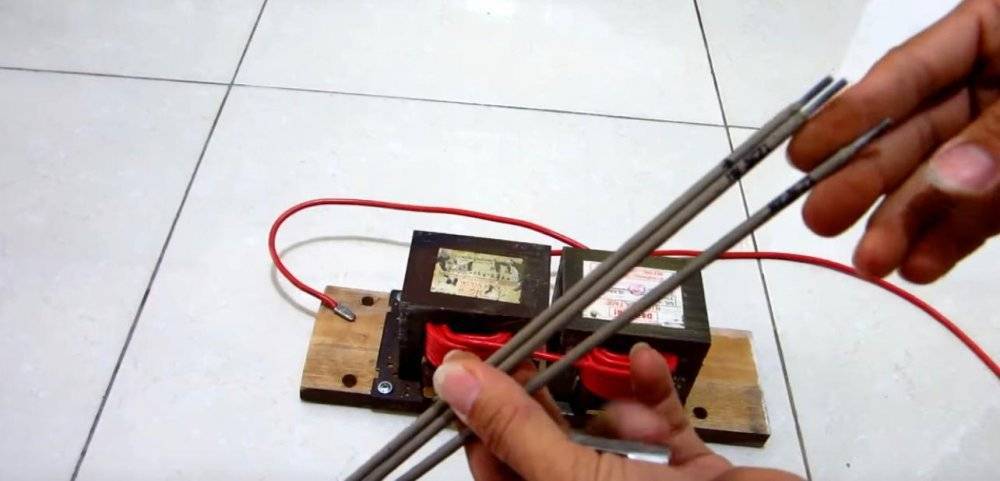
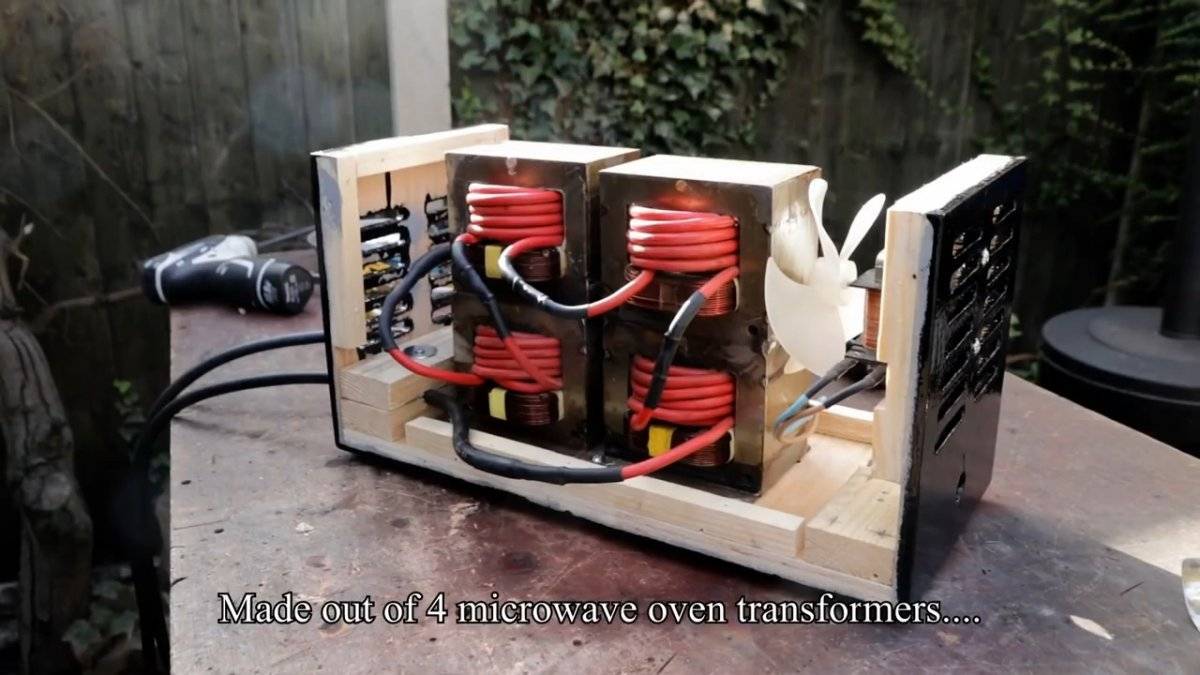
Для работы с толстым железом возможно усилить мощность аппарата, применив в его схеме два аналогичных трансформатора из микроволновки. Последовательное соединение выводов первичных и вторичных обмоток позволит удвоить выдаваемую силу тока и приблизить этот показатель до 2000А. Таким током можно варить более толстое железо. Изготовление устройств с еще большими показателями, предназначенных для работы в домашних условиях, нецелесообразно ввиду повышенной нагрузки на сеть.
Как управлять самодельным сварочным аппаратом
Несмотря на то, что контактная сварка является достаточно несложной технологической операцией, для достижения требуемого качества выполняемого соединения ей необходимо правильно управлять. Именно для этих целей следует оснастить самодельный аппарат из микроволновки соответствующими органами управления. Основными из них являются выключатель и рычаг, при помощи которого и обеспечивается требуемое усилие сжатия электродов и соединяемых деталей.
От усилия сжатия напрямую зависит качество получаемого соединения, поэтому рычаг для сварочного аппарата желательно делать более длинным
Очень важно, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на поверхности рабочего стола. Для этих целей используются струбцины
Увеличить усилие, передаваемое электродами, можно не только при помощи рычага, но и посредством рычажно-винтового механизма, которым также можно оснастить аппарат, сделанный своими руками. Удобнее всего закрепить такой механизм непосредственно на рычаге, чтобы манипуляции с ним не отнимали дополнительного времени. Кроме того, такое расположение органов управления высвободит вторую руку оператора, которой можно будет придерживать соединяемые детали.
Особенностью работы на аппарате контактной сварки является то, что подавать ток на электроды можно только тогда, когда они находятся в сжатом состоянии. Если же включить подачу тока перед их сжатием, то они будут искрить в момент соприкосновения с деталями, а это приведет к их подгоранию и быстрому выходу из строя.
Выключатель, также относящийся к органам управления контактной сварки (в том числе сделанной из микроволновки), необходимо установить в цепь первичной обмотки. Если пренебречь этой рекомендацией и установить его в цепи вторичной обмотки, по которой протекает ток значительной величины, то выключатель создаст дополнительное сопротивление, что приведет к свариванию электродов между собой.
Для самодельного сварочного аппарата с трансформатором от микроволновки необходимо предусмотреть простейшую систему охлаждения, также сделанную своими руками. В качестве такой системы может быть использован обычный вентилятор. При помощи этого устройства можно будет охлаждать сам трансформатор, электроды и другие токопроводящие элементы. Конечно, такое охлаждение не будет слишком эффективным, и все равно придется делать регулярные перерывы в работе, необходимые для самостоятельного охлаждения всех нагревающихся элементов оборудования.
Процесс сварки, выполняемой на аппарате, сделанном своими руками, практически ничем не отличается от подобной технологической операции, осуществляемой на серийном оборудовании. Первым этапом такого процесса является сжатие деталей, в процессе которого происходит их пластическая деформация в месте будущего соединения. На втором этапе в зону сварки подается ток, проходящий через медные электроды.
Характеризуется этот этап образованием жидкого сварочного ядра, расширением сварной ванны и пластической деформацией и осадкой металла деталей в точке соединения. В этот момент расплавленный металл начинает выплескиваться из сварной ванны. После прекращения подачи тока в зону соединения она начинает охлаждаться, что сопровождается кристаллизацией расплавленного металла.
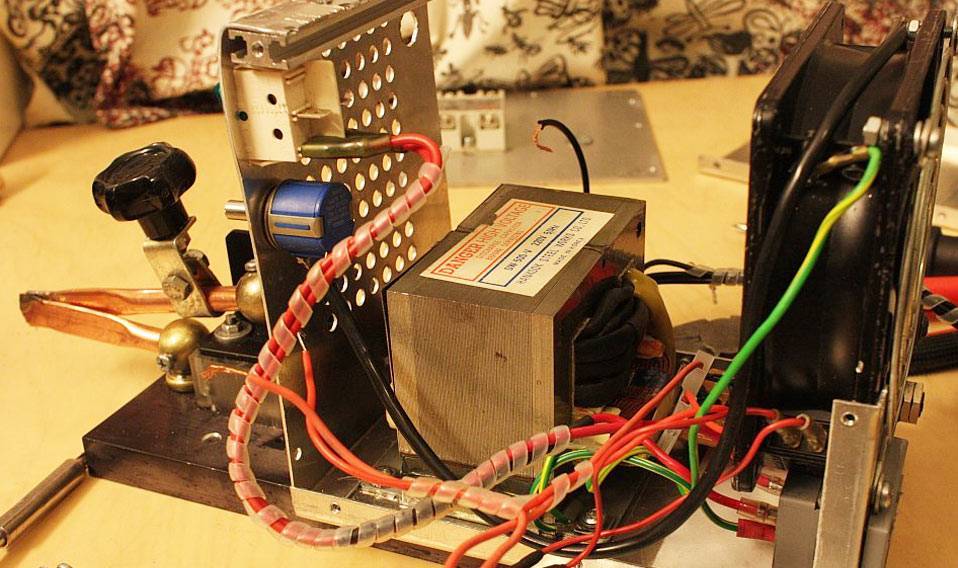
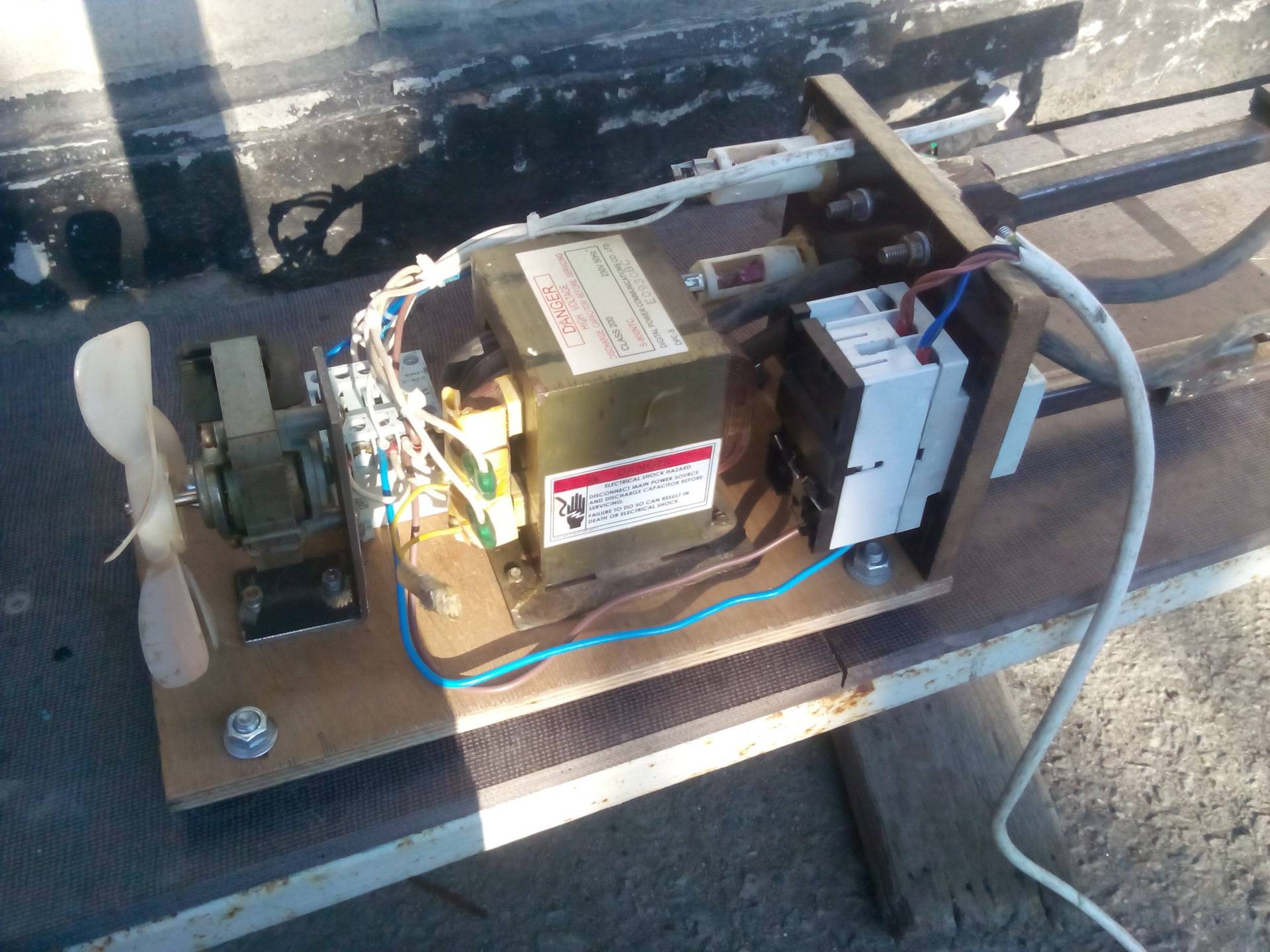
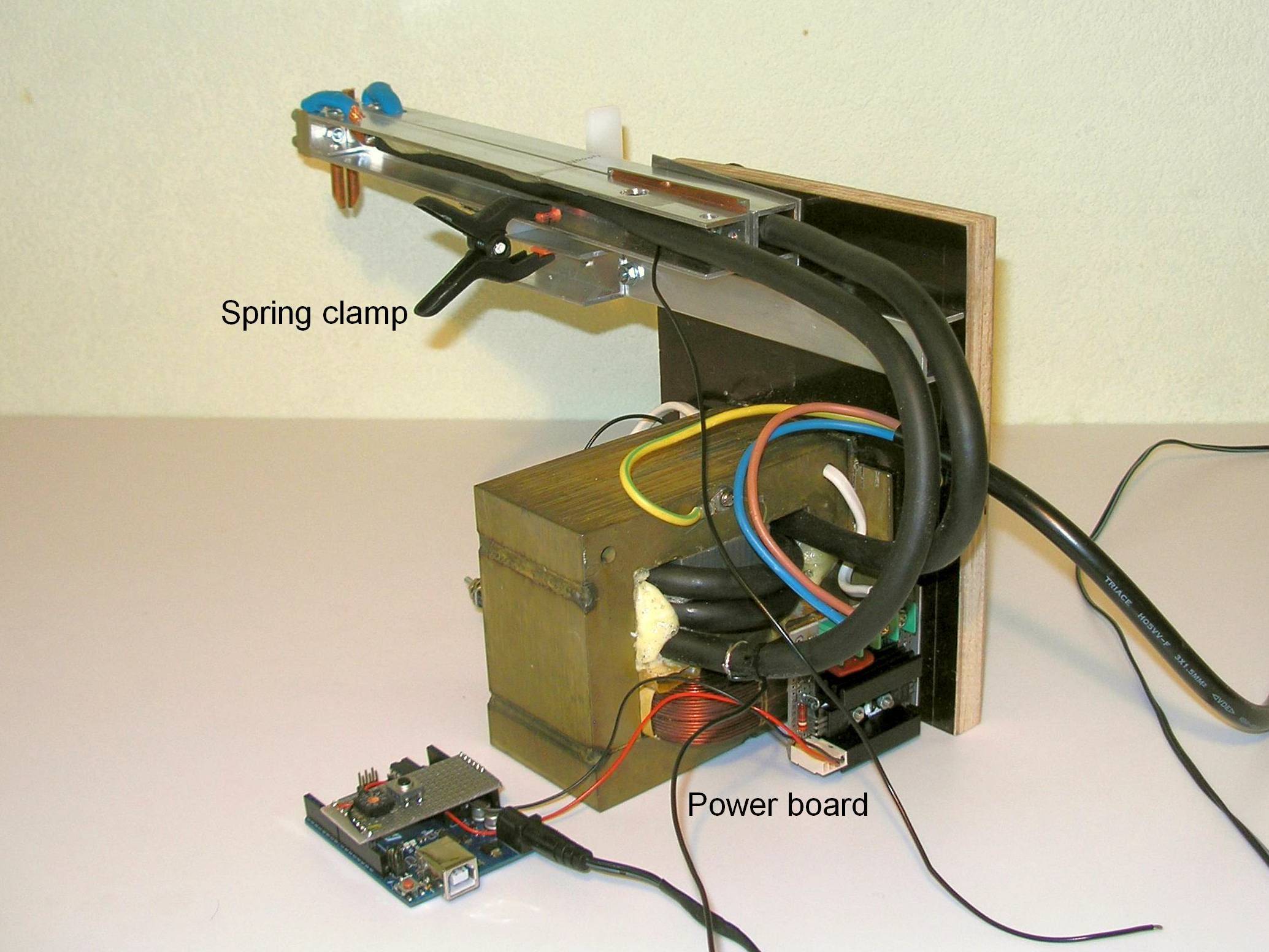
Готовый сварочный аппарат (вид сверху)
В результате прохождения описанных выше процессов в зоне соединения формируется литое ядро, отличающееся высокой прочностью. Полученная зона соединения характеризуется значительными остаточными напряжениями, которые можно минимизировать, если не сразу разжимать электроды после прекращения подачи тока, а выждать некоторое время. Можно даже несколько увеличить усилие на зону соединения после прекращения подачи тока, что также снизит остаточные напряжения и позволит добиться эффекта ковки.
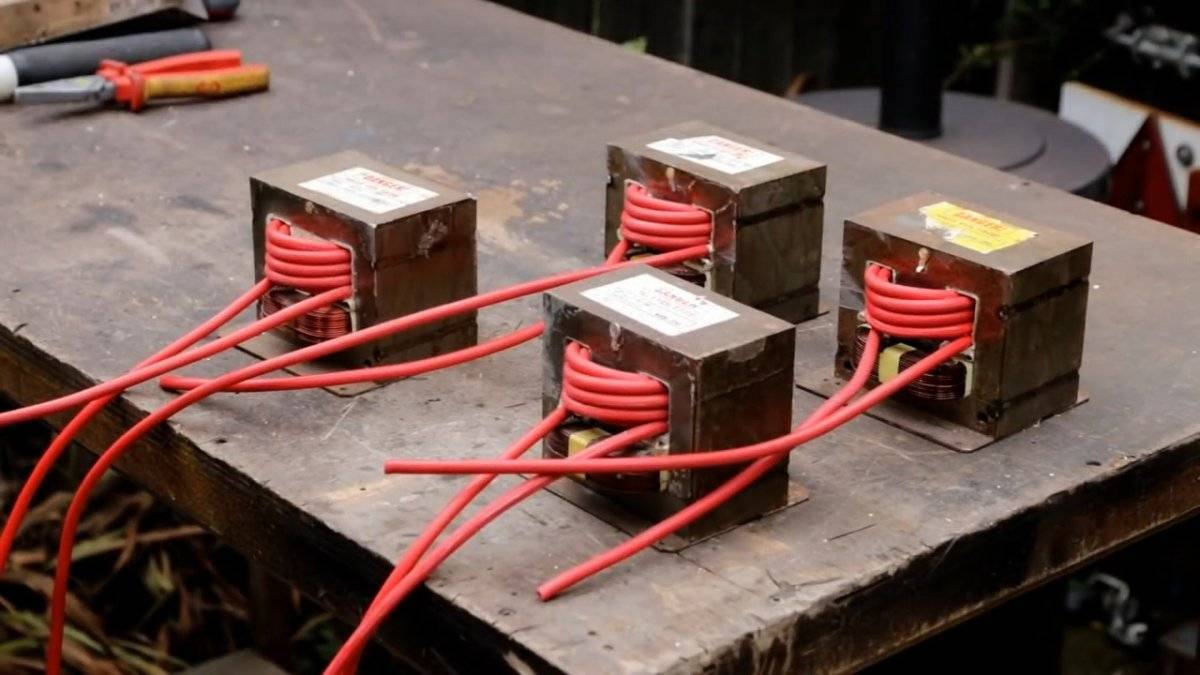
Сварочный аппарат хочет видеть практически каждый автолюбитель или просто человек, любящий проводить время за ремонтом либо созданием чего-либо. На рынке представлено большое разнообразие типов и моделей. «Что делать, если не хватает средств на приобретение сварочного аппарата?», – вопрос, всегда возникающий при мысли о покупке. Имея дома поломанную микроволновую печь, не спешите ее выбрасывать. Приложив немного усилий и времени из поломки можно сделать вполне работающий сварочный аппарат. Поговорим сегодня о том, как применяют трансформатор от микроволновки для сварки.
Аппарат для контактной сварки из микроволновки
Чтобы сделать самостоятельно аппарат для контактной сварки в домашних условиях, потребуются такие инструменты, материалы и комплектующие:
- трансформатор от старой микроволновки (для получения большой мощности потребуются два трансформатора от двух микроволновок);
- медный провод большого сечения для вторичной обмотки (можно использовать жгут проводов с небольшим сечением);
- прижимные рычаги;
- гетинакс (текстолит, авиационная фанера) для монтажной платы, толщиной 10 миллиметров;
- корпус от микроволновки;
- вентилятор от микроволновки;
- зажимные струбцины;
- кабели, изолирующие обмоточные материалы (лакоткань, стеклолента, ПХВ-изоляционная лента);
- электроды из меди, изготовленные из стержней соответствующего диаметра, с конусообразной заточкой;
- набор инструментов – электродрель с набором сверл, отвертки, ключи, ножовка, пассатижи, тестер;
- различные метизы (болты, гайки, шайбы, шайбы Гровера).
Подбор трансформатора
Микроволновки бывают различной мощности, поэтому, чтобы использовать их рабочие трансформаторы, следует определиться, что именно будет сваривать будущий аппарат. Выбор мощности напрямую зависит от толщины свариваемых листов. Если толщина листа не превышает одного миллиметра, то для аппарата точечной сварки вполне будет достаточно мощности в один киловатт. Для листа толщиной до двух миллиметров мощность следует увеличить вдвое – до двух киловатт.
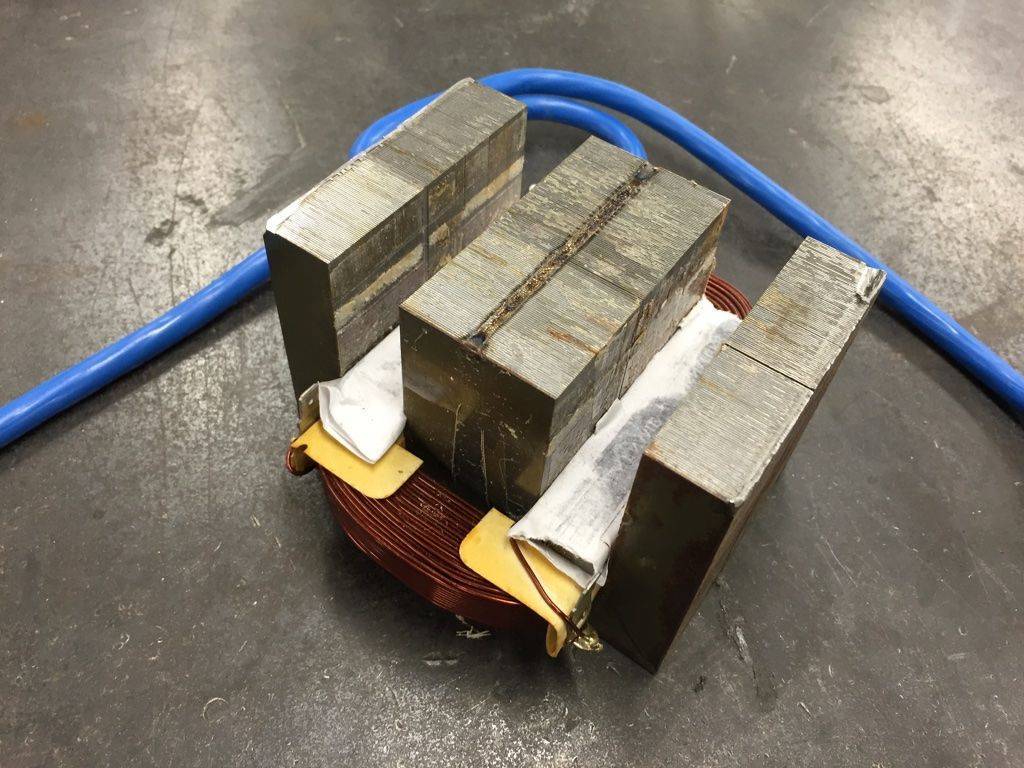
Строение трансформатора
Трехмиллиметровые листы уже потребуют мощность в пять киловатт. Почему для аппарата точечной сварки подходят трансформаторы именно от микроволновки? Дело в том, что мощность первичной и вторичной обмоток этих устройств одинакова. В зависимости от количества витков вторичной обмотки, может генерироваться напряжение до 3000 вольт при мизерном токе. Но для аппарата контактной сварки нужно не напряжение, а ток.
Поэтому, уменьшая количество витков вторичной обмотки можно получить низкое (до трех вольт) напряжение при токах, достигающих тысячи ампер. А так как трансформирующие элементы микроволновок имеют мощность до трех киловатт, то именно они как нельзя лучше подходят для изготовления самодельного сварочного аппарата.
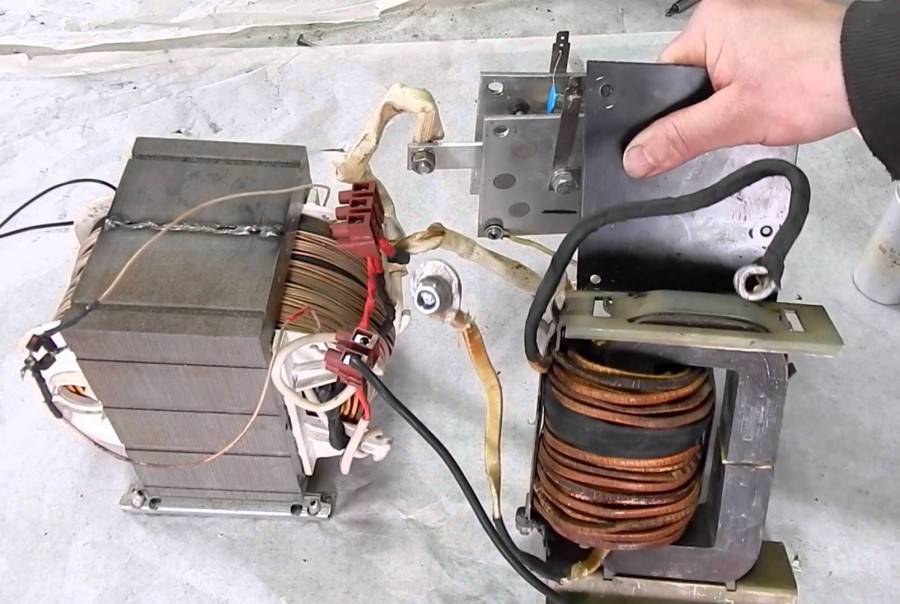
Сборка трансформаторного узла
Мини сварочный аппарат для точечной сварки из трансформатора
Для сварки листов небольшой толщины достаточно использовать начинку из микроволновки небольшой мощности – до одного киловатта. Для выполнения более серьезных работ понадобится либо микроволновка большей мощности, либо две микроволновки малой. Во втором случае трансформаторы должны будут включаться по параллельной схеме с тщательным соблюдением соответствия подключения обмоток.
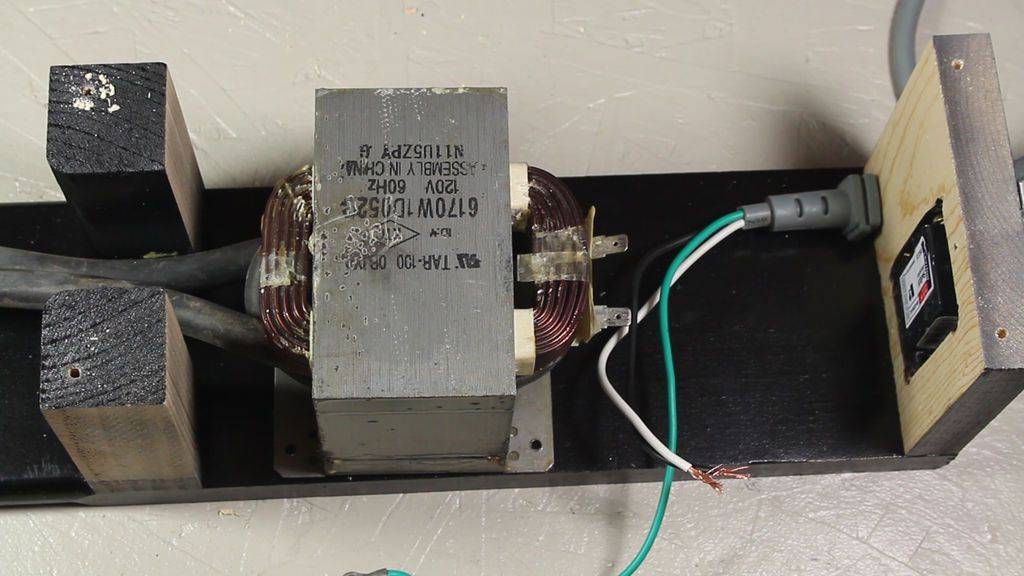
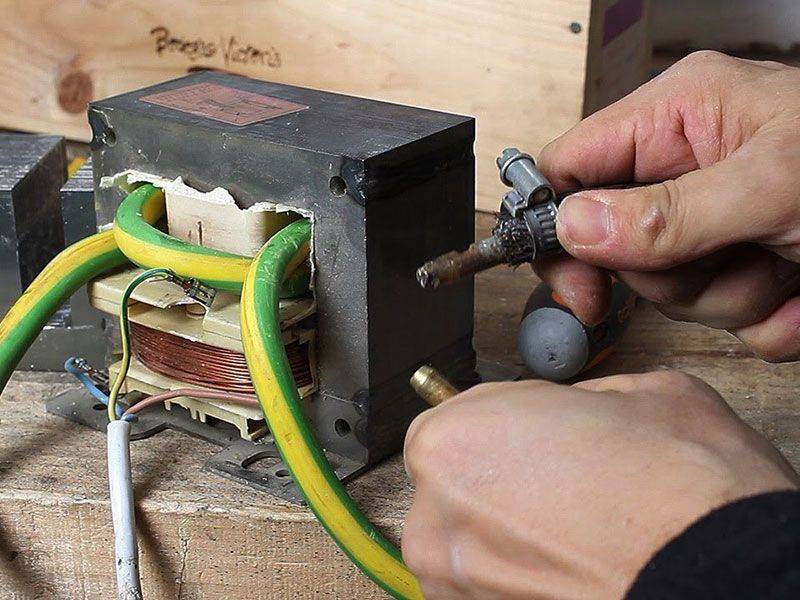
Для аппарата контактной сварки из микроволновки аккуратно извлекается трансформатор
С помощью бокорезов осторожно удаляется вторичная обмотка, затем демонтируют шунты. После удаления шунтов и старой вторичной обмотки следует удалить пыль, остатки изоляции и намотать новую
Эта обмотка в трансформаторе от микроволновки делается толстым медным проводом, имеющим в сечении от 50 мм2 до 100 мм2. Количество витков вторичной обмотки — два–три. Такая конструкция обеспечит на выходных клеммах напряжение порядка трех вольт при силе тока до тысячи ампер. Если такого толстого провода нет, то для вторичной обмотки можно использовать жгут из нескольких многожильных проводов.
Может оказаться, что толстый провод имеет мощную изоляцию. Эту изоляцию рекомендуется снять и заменить ее лакотканью, стеклотканью или обычной поливинилхлоридной изолентой. При использовании двух трансформирующих блоков вторичная обмотка делается общей, а первичные обмотки должны быть правильно соединены. Для проверки правильности соединения обмоток понадобится тестер.
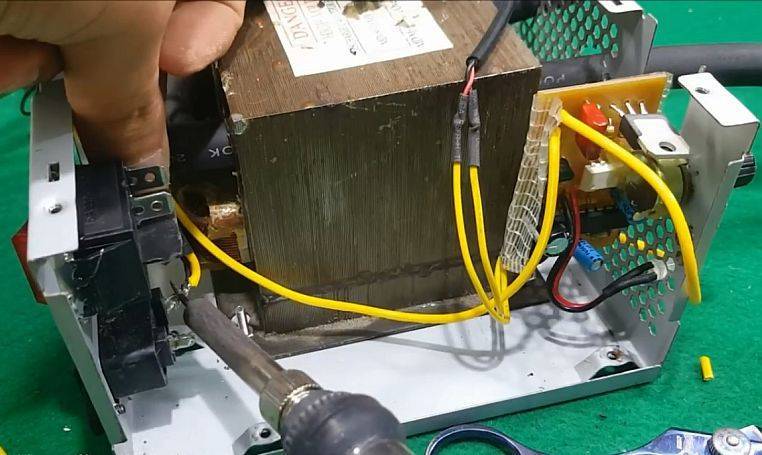
Преобразование тока
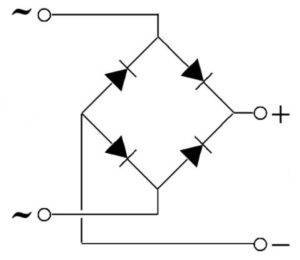
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
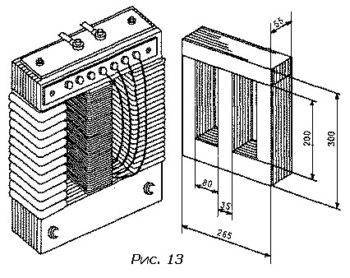
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
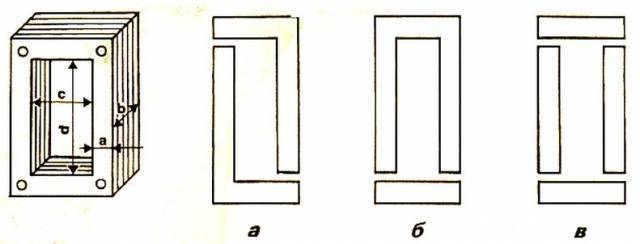
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
Далее, делается вторичная обмотка, состоящая из 70-ти витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Читать также: Как сделать бензопилу бесшумной своими руками видео
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.

Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.



Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
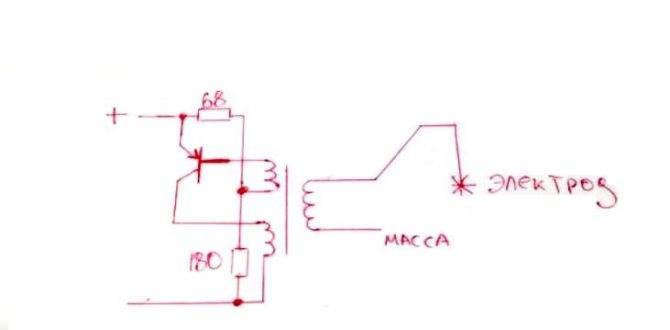
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
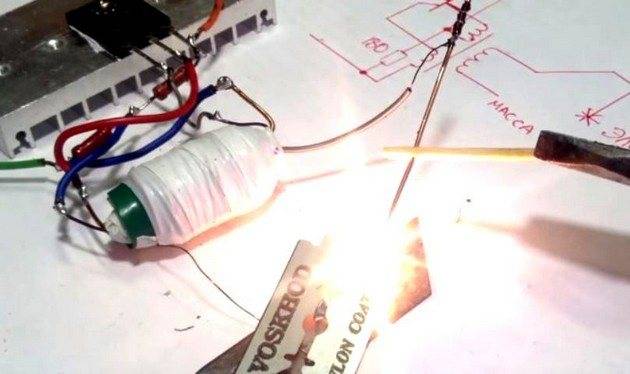
В качестве сварочных электродов можно использовать толстую швейную иглу.