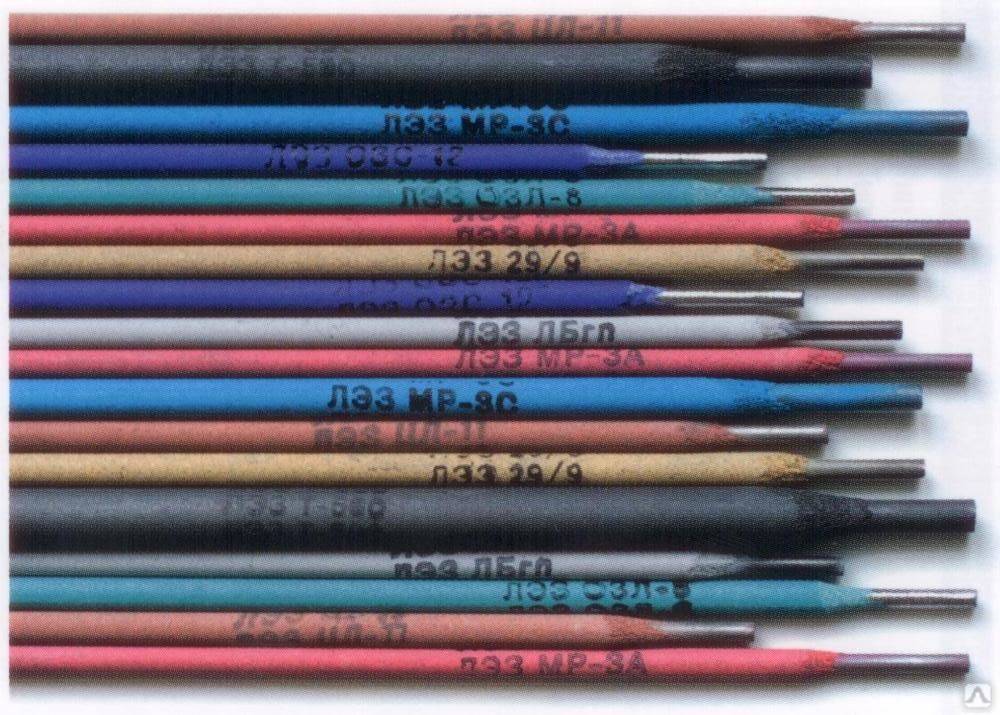
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
ЦЛ-11

Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6
Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
НЖ-13
Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный). ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С. НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое. ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок
Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок. ЭА
У этой марки достаточно широкий модельный ряд
Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
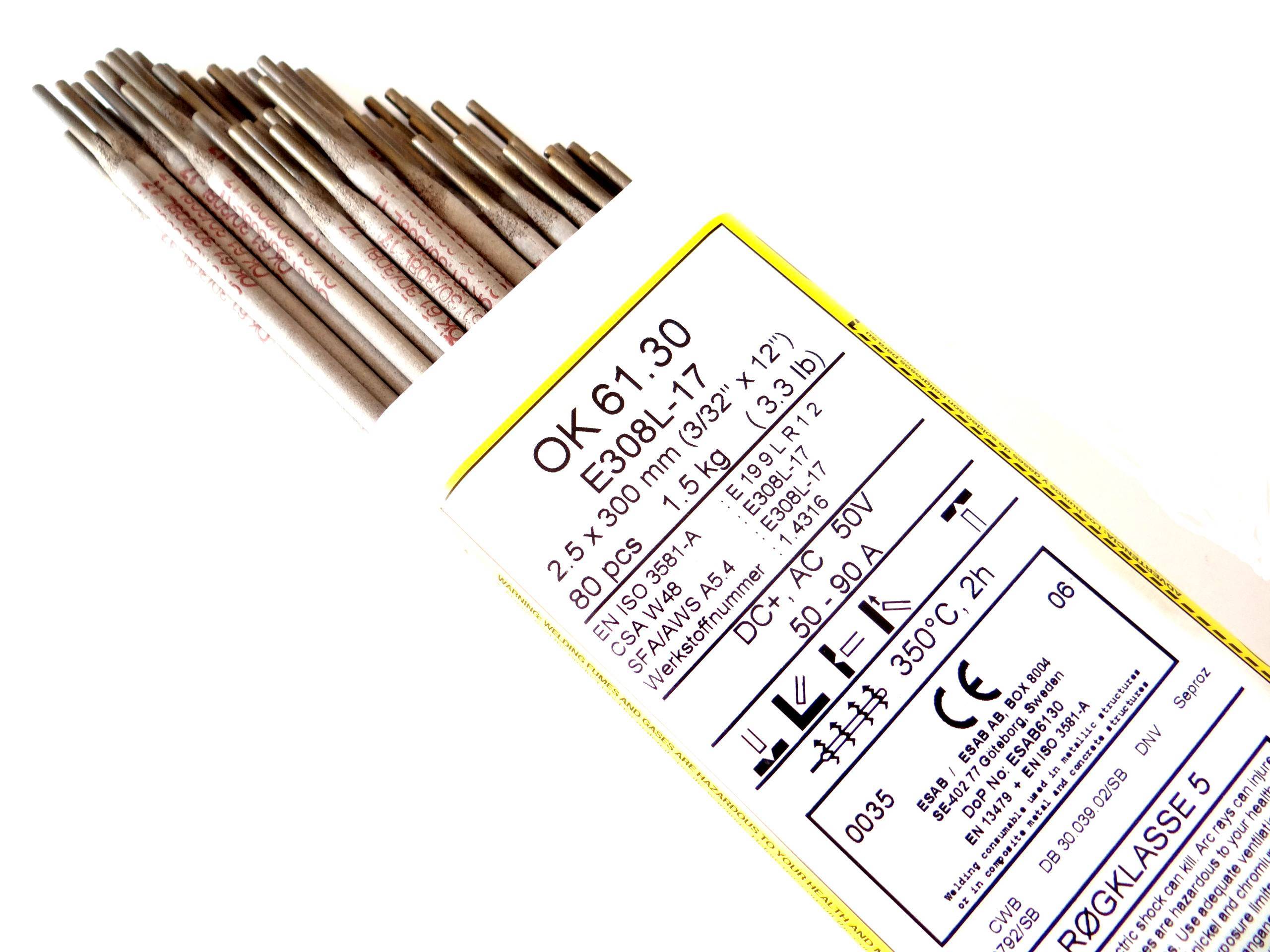
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Держатели для электродов
На одном из сварочных кабелей есть держатель (держак), в который вставляется сварочный электрод. Они есть двух типов:
- с клавишей-курком, в них зажимается электрод автоматически при отпускании подпружиненой клавиши, освобождается при нажатии на нее;
- резьбовые — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный сердечник электрода.
Какой из них лучше? Решать вам, но случайно нажав на клавишу, можете уронить электрод во время сварки. Ничего страшного не происходит при этом, но неприятно…
При выборе электродного держака главное обращать внимание на силу тока, на которую он рассчитан. Выбираете по максимальному параметру, который доступен для вашего сварочного аппарата
Как подключать кабель к держателю сварочного электрода с резьбовым зажимом показано в видео.
Недостатком держателя-прищепки является то, что со временам пружина, поджимающая сердечник электрода ослабляется, контакт ухудшается. Приходится ставить новый. Как это делать на держаке-прищепке смотрите в видео.
Подключить держатель электрода для сварки несложно. Только есть один нюанс: при частой работе сварочный кабель перетирается его краем. Можно, конечно, укоротить кабель и перезаделать его, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не происходило, найдите шланг, внутренний диаметр которого совпадает или чуть меньше, чем наружный диаметр сварного кабеля. Отрежьте небольшой его кусок — сантиметров 15 -и разрежьте вдоль. Теперь его можно надеть на кабель, подтянуть вверх и там закрепить.









Для начинающих
РЕСАНТА МР-3
Плюсы
- Легкий розжиг
- Невысокий процент шлака
- Устойчивость
- Сухость
- Не липнет
Минусы
Быстрый расход
От 160 ₽
Добротные электроды, которые очень удобно разжигать с помощью специального элемента на конце. Хорошо горят даже во влажном состоянии. При работе не прилипают к поверхностям и обеспечивают правильное расположение швов. Предназначены для ручной дуговой сварки стальных конструкций переменным или постоянным током. В состав входит специальное рутиловое покрытие, позволяющее использовать электроды для инверторной сварки, а также гарантирующее отсутствие трещин в швах после остывания конструкции.
ESAB АНО-21

Плюсы
- Универсальность
- Упаковки хватает на долгое время
- Высокое качество горения
- Шов с конструкцией образуют монолит
- Отсутствие шлаков
Минусы
Высокая стоимость
От 750 ₽
Лучшие электроды из металлического сплава для ручной дуговой сварки. Используются при работе с конструкциями из углеродистой стали и обеспечивают качественное соединение деталей. Длины 35 см хватает на выполнение длинного шва без каких-либо переходов или трещин. Комплект поставляется в коробке весом 5.3 кг.
Quattro Elementi 770-414
Плюсы
- Стабильно зажигаются
- Равномерно варят трубы
- Не нужно перестраиваться от электрода к электроду
- Стабильное остывание
- Качественный шов
Минусы
Много шлаков
От 240 ₽
Универсальные компоненты для сварки низкоуглеродистой стали. Функционируют с рабочим током 60-70 А, что позволяет использовать электроды вместе со сварочным оборудованием начального уровня. Рутиловое покрытие обеспечивает равномерность шва по всей длине. Поставляются сразу в комплекте, вес которого составляет около 0.9 кг. Расходуются достаточно быстро, так что для крупных работ одной упаковки может не хватить.
PlasmaTec Арсенал МР-3

Плюсы
- Стабильность свойств по всей длине
- Мало шлака
- Металл затекает в зазоры в процессе работы
- Удобно проваривать углы
Минусы
Шов очень твердый и не подойдет конструкциям с высокими динамическими нагрузками
От 400 ₽
Неплохой вариант, позволяющий варить инвертором новичку без каких-либо сложностей. Изготовлены из углеродистой стали с рутиловым покрытием для обеспечения равномерного наложения шва. Разгораются очень быстро и не требуют долго чиркать о какую-либо поверхность. Обладают характерным зеленым оттенком, с которым достаточно работать на темных поверхностях.
LINCOLN ELECTRIC АНО-4

Плюсы
- Сразу большой объем электродов
- Необходимый уровень вязкости
- Равномерность нанесения
- Относительно невысокая стоимость
Минусы
Не самая лучшая оптимизация для начинающих
От 580 ₽
Эффективные электроды для начинающих, характеризующиеся сопротивлением разрыву в 450 МПа и показателем относительного удлинения в 18 %. Такие характеристики позволяют использовать швы даже в достаточно серьезных конструкциях, испытывающих высокие нагрузки. Компоненты поставляются сразу в большом объеме 5 кг, так что одной покупки хватит на долгое время.
Как выбрать электроды для сварки инвертором
Чтобы обеспечить высокий уровень мастерства в процессе сваривания металлов, получить ровный, надежный шов, стоит сконцентрироваться не только на характеристиках инвертора, но и на параметрах сварных стержней.
Электроды для сварки инвертором – это стержни, ведущие электроток непосредственно к локации, где проходит сварочный процесс. Эффективность обеспечивается рядом параметров, которые должны характеризовать электрод. Основные из них:
- Равномерное плавление самого стержня и его покрытия.
- Поддержание физико-механических, химических характеристик материала стержня в период хранения и эксплуатации.
- Невысокая токсичность, минимальное выделение вредных веществ во время сварочного процесса.
Во время сварки от него требуется обеспечить стабильную постоянную дугу горения для получения ровного красивого шва, отсутствие массированного разбрызгивания раскаленных брызг металла, легкое отделение шлака, образовавшегося на поверхности шва.
По целевому использованию электроды делятся на категории.
Стержни применимы для сварки:
- Изделий и поверхностей, изготовленных из углеродистых или низколегированных металлов.
- Деталей из теплоустойчивых материалов, обладающих высокой прочностью и твердостью.
- Компонентов из нержавеющих сталей.
- Изделий из алюминиевых и медных сплавов или из соответствующих чистых материалов.
- Деталей, компонентов из чугуна.
- В условиях небольших ремонтных работ, при необходимости наплавки на уже имеющиеся изделия.
- Поверхностей из неизвестных металлов.
Подходящие марки
Решая вопрос, какие электроды выбрать для сварки инвертором, можно глянуть на статистику, которая покажет самые популярные варианты. Среди них имеются:
УОНИ-13 55 – они больше подходят для сварщиков с опытом. Они служат для создания плотного шва, который обладает высокой прочностью. Они могут использоваться даже при низких температурах.
Электроды для сварки инвертором марки УОНИ-13 55
МР-3С – могут стать незаменимым решением в тех случаях, когда к шву выдвигаются высокие требования по качеству. Они подходят для работы постоянным током на обратной полярности и для переменного тока.








Электроды для сварки инвертором марки МР-3С
МР-3 – является универсальной маркой, так как стержень подходит для большинства требуемых операций. Их можно применять в любых условиях, даже если поверхность металла чем-то загрязнена, в том числе и имеет ржавчину. Они хорошо противодействуют влаге и защищают шов от попадания водорода.
Электроды для сварки инвертором марки МР-3
АНО – серия состоит из нескольких марок, но в целом является самой популярной в использовании. Их преимущество состоит в том, что электроды не нужно предварительно прокалывать. Дуга хорошо зажигается как в первый, так и в последующие разы. Качество шва получается достаточно высоким. Подходит для работы новичкам.
Электроды для сварки инвертором марки АНО
Особенности выбора электрода для инвертора в зависимости от режимов свариваемого металла
Задаваясь вопросом, как выбрать электроды для инверторной сварки, следует в первую очередь узнать, что именно придется сваривать. При подборе расходного материала для сталей, следует узнать их состав. Здесь очень важным моментом является уровень их легирования, какие дополнительные элементы входят туда и в каких количествах. Дело в том, что если происходит сварка нержавейки, то после самого процесса, когда сделан неправильный выбор, то сама нержавеющая сталь утрачивает свои антикоррозионные свойства и на месте шва со временем может появляться ржавчина. Чтобы этого не происходило, требуется выбирать электроды, которые будут компенсировать температурные утраты.
Электроды для сварки нержавейки инвертором
Подобные схемы действуют и со сталями с высоким содержанием углерода. Если же в металле наоборот, низкий уровень углерода, то требуется обеспечить дополнительную защиту, чтобы в шов не попал данный элемент, иначе все соединение станет достаточно хрупким. Для работы с чугуном следует использовать специальные расходные материалы, которые направлены именно на этот металл, иначе есть большой риск образования брака.
Каждый из металлов имеет свои особенности в режиме сваривания, из-за разницы в температуре плавления и свойств текучести. Если электроды подбираются из того же состава, то больших проблем с применением не должно быть, так как достаточно лишь выставить указанные параметры, которые подходят для нужного положения и начинать работу. Таким образом, рассматривая какие электроды лучше для инвертора, следует учитывать вышеперечисленные факторы
Основные режимы и нюансы применения
Выбрав, какие электроды лучше для инверторного сварочного аппарата, следует ознакомиться с режимами их применения. Здесь приведены параметр тока для всех положений у самых распространенных моделей:
МР-3С
| Величина диаметра, мм | Сила тока, А | Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
АНО-21
| Величина диаметра, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 2 | 50…90 | 50…70 | 70…90 |
| 2,5 | 60…110 | 60…90 | 80…100 |
| 3 | 90…140 | 80…100 | 100…130 |
МР-3
| Диаметр электрода, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 3 | 100…140 | 80…100 | 80…110 |
| 4 | 160…220 | 140…180 | 140…180 |
| 5 | 180…260 | 160…200 | – |
УОНИ-13 55
| Величина диаметра, мм | Положение | ||
| Нижний шов | Вертикальный шов | Потолочный шов | |
| 2 | 40…60 | 40…65 | 40…70 |
| 2.5 | 70…85 | 60…75 | 60…80 |
| 3 | 80…95 | 70…90 | 70…90 |
| 4 | 130…150 | 130…140 | 130…140 |
| 5 | 180…210 | 160…180 | |
| 6 | 210…290 |
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:

Как правило, для сварки конструкций и деталей из алюминия чаще всего используется специальное оборудование и особые технологии. Сваривать же при помощи ручной дуговой сваркидовольно-таки непросто. Но иногда это бывает необходимо, и мы поможем вам разобраться, как сваривать алюминиевые конструкции электродами. При выполнении работ с алюминием применимы в основном такие типы сварки:
- ММА (ручная дуговая сварка алюминия (см. электроды по алюминию));
- MIG (полуавтоматическая сварка алюминия);
- TIG (сварка алюминия в аргоновой среде с употреблением проволоки присадочной).
Мы не будем затрагивать тему агронодуговой сварки или применении вольфрамовых электродов. Ниже пойдёт речь об проведении сварочных работ простыми ручными покрытыми электродами дуговой сварки.
Что такое электрод: устройство
Это стержень из металла или другого электропроводного состава. Он обеспечивает поставку тока от аппарата к предмету, которому требуются сварочные работы. Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель
Поэтому при поиске комплектующих важно учитывать их толщину
Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода.
В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Дополнительные характеристики
Многие другие особенности проводимой сварки определяют требования, предъявляемые к электродам. Примером можно назвать полярность и род тока. Применяемые сварочные инверторы в большинстве случае подают постоянный ток, который может подаваться в зону сварки по двум схемам:
- Обратная полярность подразумевает соединение плюса с массой, а минуса с электродом.
- Прямая полярность. В этом случае плюс соединяют с массой, минус со сварочным электродом.
Обратная полярность выбирается в нижеприведенных случаях:
- Для того чтобы защитить металл от прожога, выбирается именно обратная полярность подключения. Она позволяет работать с деталями, которые имеют небольшую толщину.
- Высоколегированные стали характеризуются высокой восприимчивостью к нагреву. Именно поэтому при работе с подобным материалом выбирается метод подключения обратной полярности.
Наиболее важными параметрами сварочного процесса можно назвать:
- Диаметр применяемых электродов.
- Сила применяемого сварочного тока.
- Толщина соединяемых деталей.
https://youtube.com/watch?v=68hLJM9cesc
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения
Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.



![Какие электроды лучше для инверторной сварки [как выбрать]](https://all-sfp.ru/wp-content/uploads/6/0/5/605494fba5ac82b9c3ee0d78d75be9b9.jpeg)





По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
Электроды переменного тока
Для оборудования переменного тока созданы электроды:
- ОЗЛ-14;
- ЦТ-50;
- ОЗЛ-14А;
- АНВ-36.
ОЗЛ-14
Изделия, разработанные компанией “СпецЭлектрод”, предназначены для сварки деталей из хромо-никелевых сталей 08Х18Н10 или 08Х18Н10Т и аналогов. Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Производители выпускают стержни диаметром 3 или 4 мм, которые имеют длину 340 и 360 мм соответственно. Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.

ЦТ-50
Электроды предназначены для сварки переменным или постоянным током с обратной полярностью, внешняя часть покрыта рутиловым защитным слоем. Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора. Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Электроды рассчитаны на промышленное применение, для сварки в бытовых или гаражных условиях не используются.
ОЗЛ-14А
Разработанные компанией “СпецЭлектрод” изделия ОЗЛ-14А рассчитаны на использование постоянного тока обратной полярности, но допускается применение переменного тока. Стержни применяются при сварке сталей 08Х18Н10Т, 06Х18Н11 и аналогов. Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Рекомендуем к прочтению Какие бывают электроды для сварки
Стержни имеют диаметр от 3 до 5 мм при длине от 300 до 350 мм, допустимый ток от 40 А до 170 А (указывается на картонной упаковке, зависит от размеров изделия). Швы, выполненные с помощью электродов ОЗЛ-14А, не разрушаются при нагреве конструкции из нержавеющей стали до температуры 650°С. Перед сваркой рекомендуется прокалить стержни на протяжении 60 минут при нагреве до 320°С.

АНВ-36
Электроды марки АНВ-36 предназначены для сварки устойчивых к коррозии аустенитных сталей, которые эксплуатируются в среде без агрессивных веществ при температуре до 500°С. Швы отличаются повышенной хладостойкостью. В сплаве содержится до 20% хрома и до 12% никеля, присутствует молибден (до 3%) и вводится ниобий (от 0,7 до 1,3%). Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Детали из нержавейки проходят предварительную механическую обработку, позволяющую зачистить сопрягаемые кромки. Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).